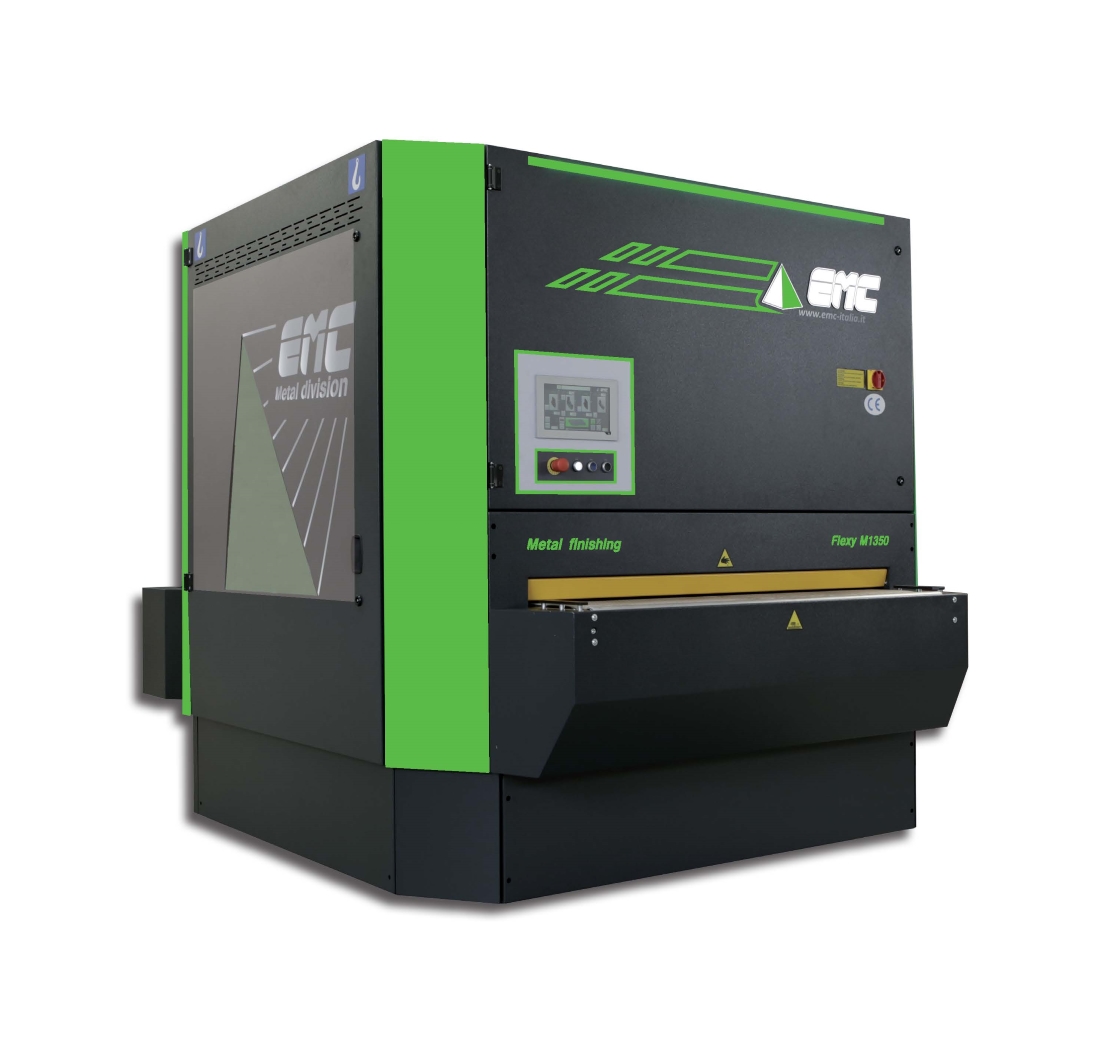
Универсальный станок для обработки поверхности
EMC FLEXY M1350








Для среднего и крупного производства. Удалит грат и оксидную пленку, снимет заусенцы, притупит кромки, проведет шлифовку и финишную обработку. Предназначен для работы в несколько смен более 8 часов в день. Усиленная станина. Разные конфигурации модулей.
Основные параметры
- Количество рабочих модулей 1-4 шт.
- Рабочая ширина – 1350 мм.
- Рабочая толщина – 0,5-150 мм.
- Высота рабочего стола – 900 мм.
- Общая нагрузка на рабочий стол – 350 кг.
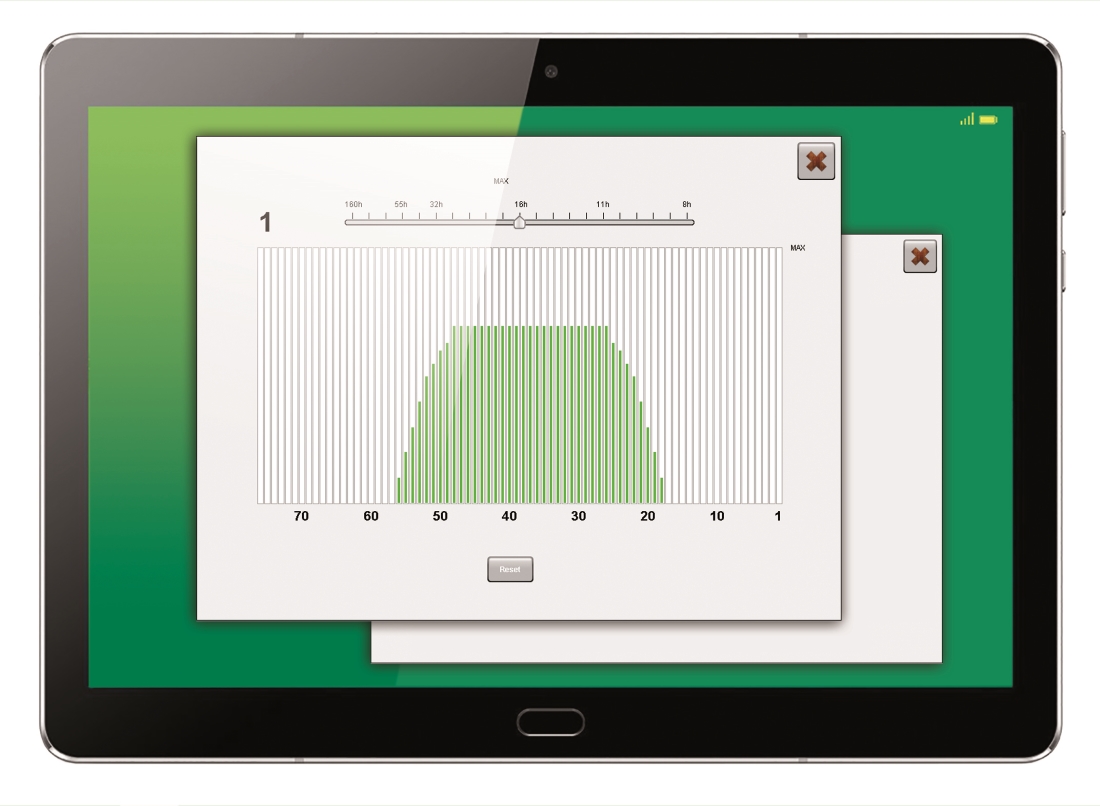
- Электронное управление с сенсорным экраном 10”.
- Внутренние и независимые двигатели узлов.
- Внутренняя вакуумная установка.
- Инвертор на подаче.
- Электронное устройство Grit-set для компенсации зернистости шлифовальной ленты.
- Система удалённой диагностики.
- Щетка для очистки конвейера на выходе.
- Расширители стола и рольганга.
- Возможность работы в линии.

Виды обработки
- Сухая обработка.
- Удаление грата и окалины.
- Снятие заусенцев.
- Шлифовка.
- Притупление кромок.
- Удаление оксидной пленки.
- Финишная обработка.

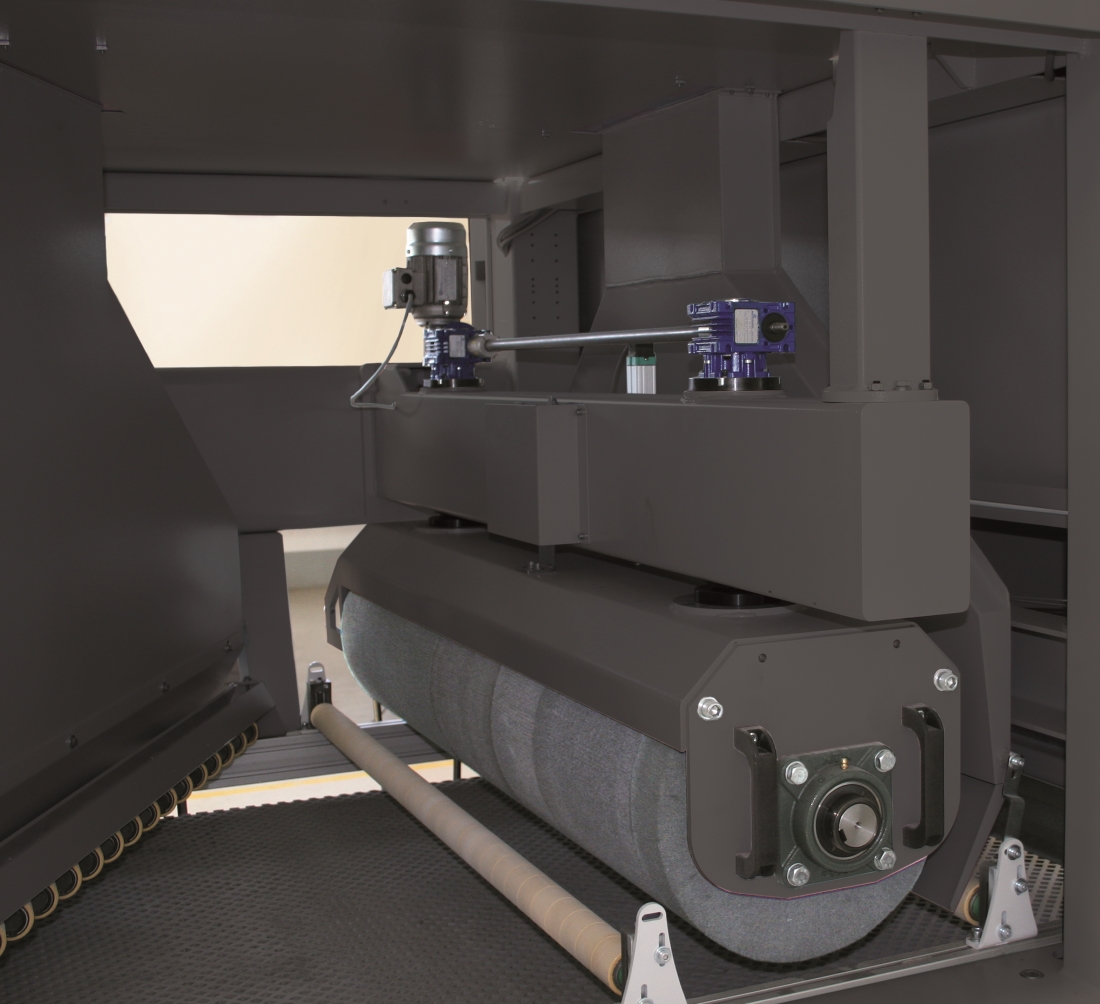
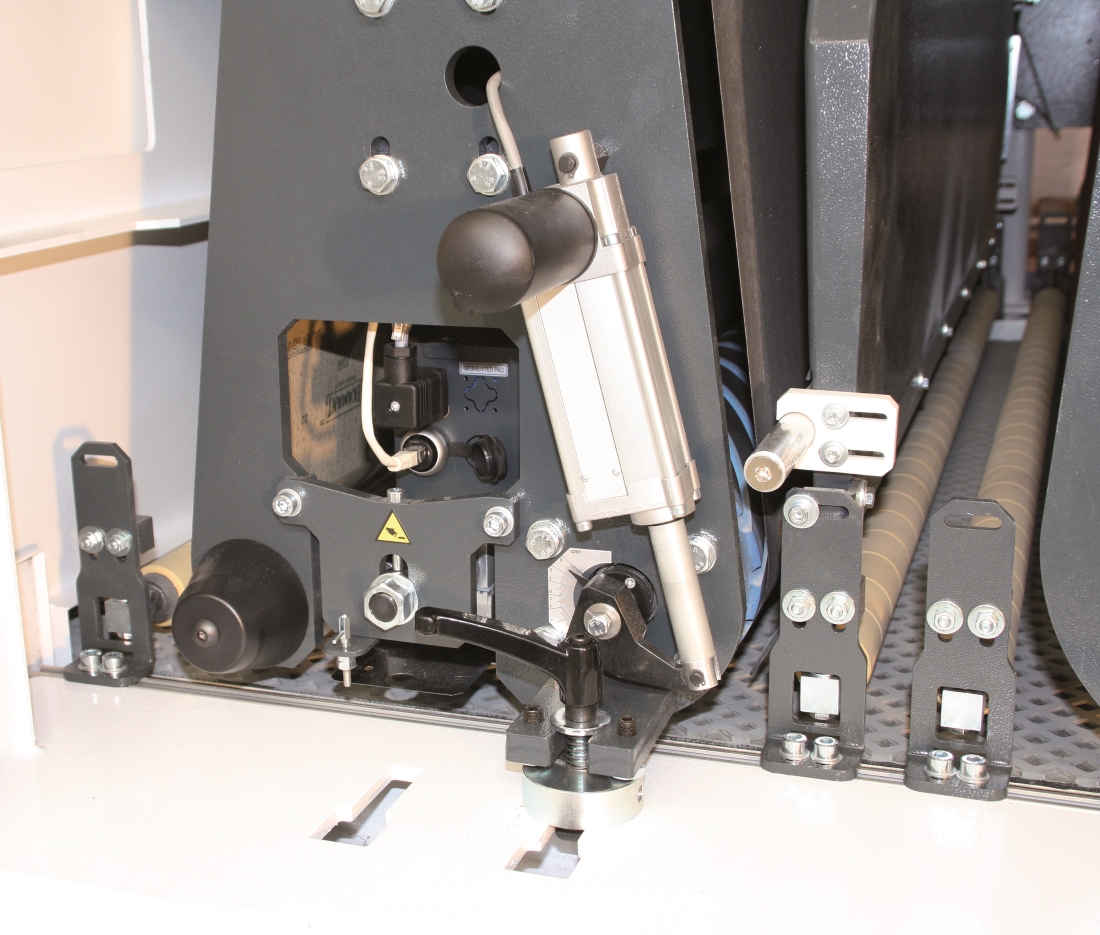
Рабочий модуль - вал со шлифовальной лентой (R)
- Длина шлифовальной ленты 2620 мм.
- Диаметр Ø250 мм.
- Мощность электромотора 15 кВт.
- Инвертор для изменения скорости вращения вала с 3 до 21 м/с.
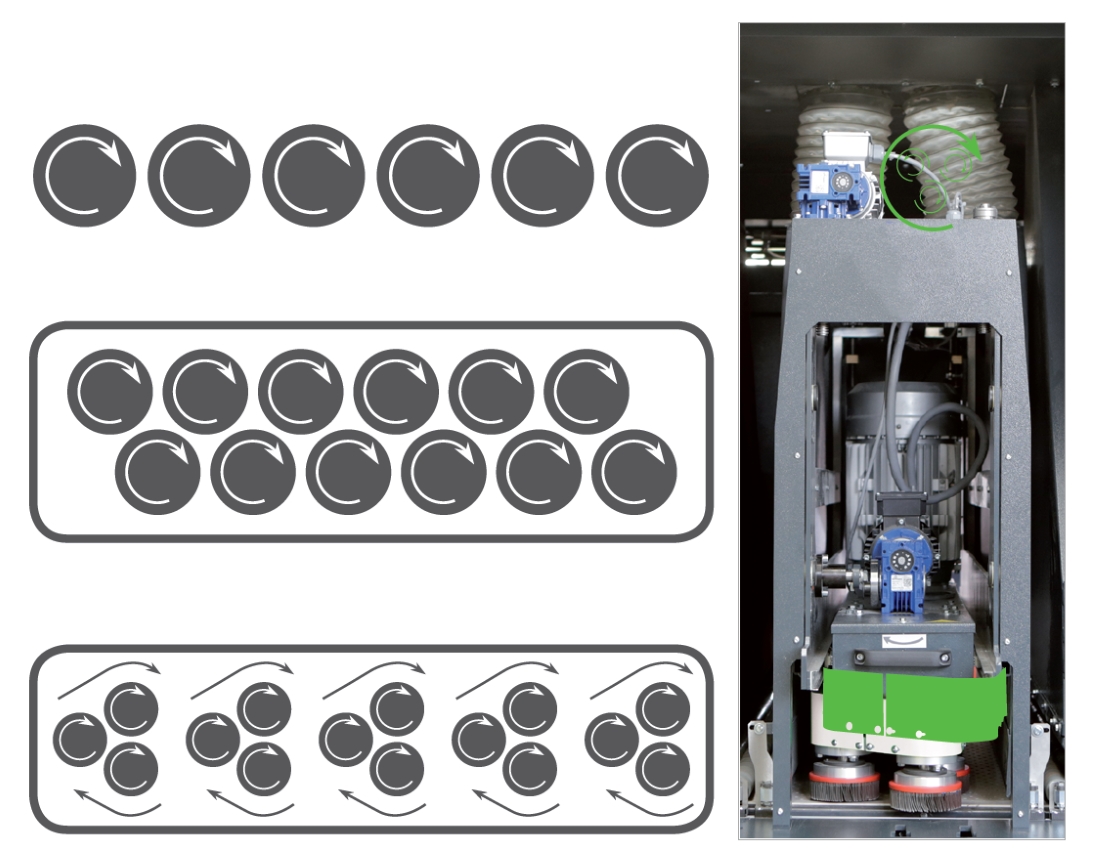
Рабочий модуль - группа щеток (h, H, Q)
- Однорядная группа качающихся дисковых щеток (h).
- Двухрядная группа качающихся дисковых щеток (H).
- Модуль планетарной конструкции из группы дисковых щеток (Q).
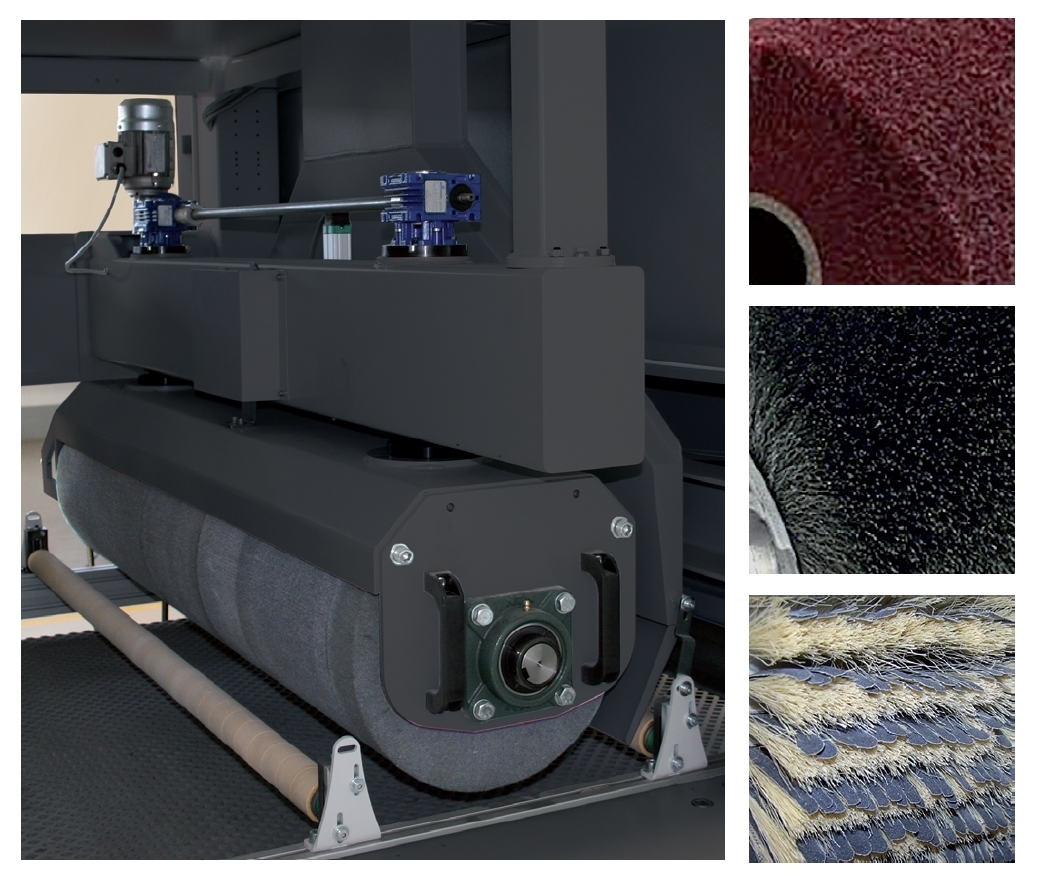
Рабочий модуль - продольная щетка (B и b)
- Параметры выбираются исходя из производственных задач.
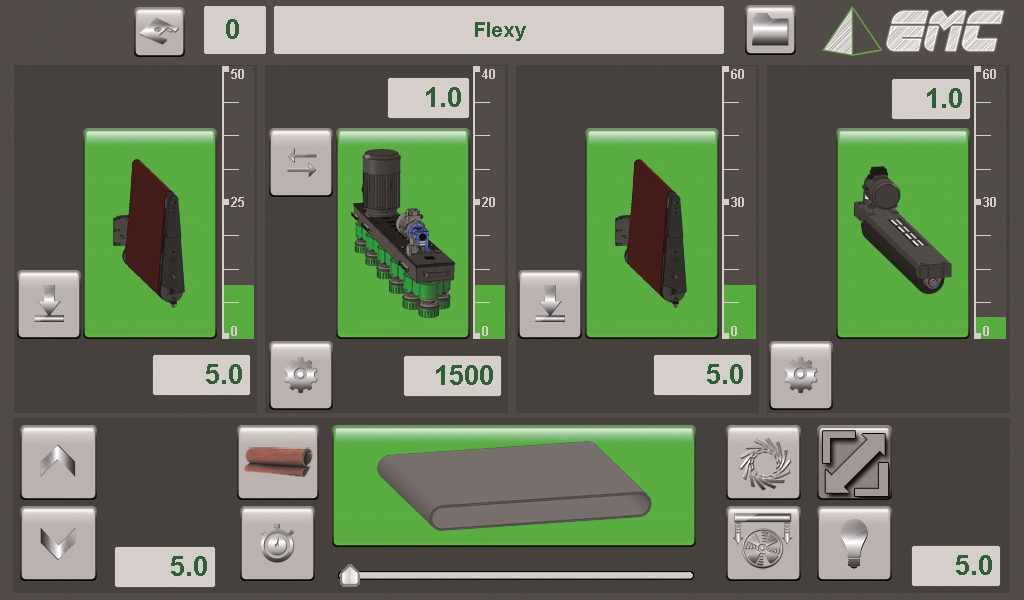
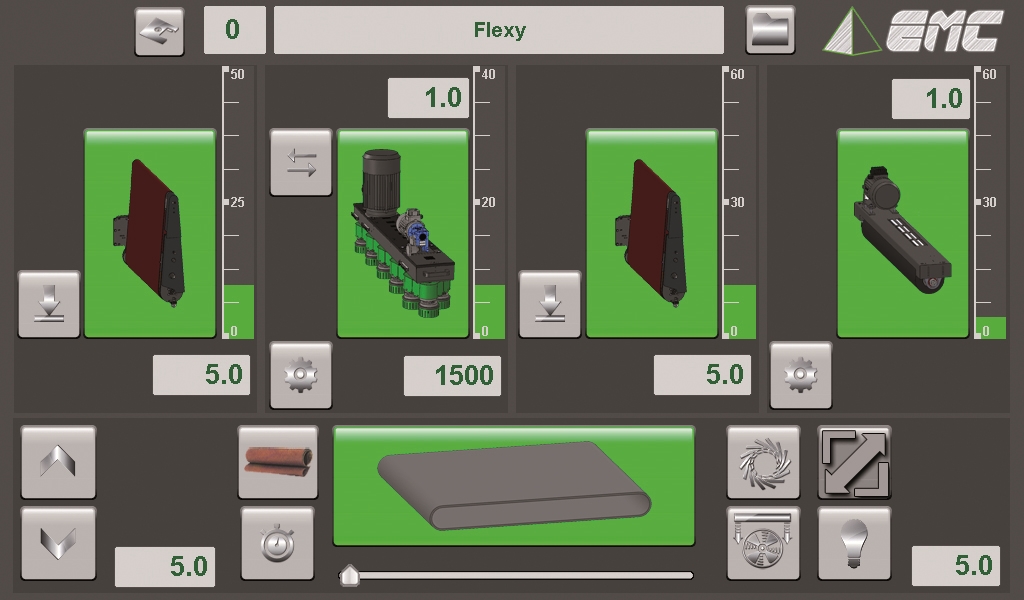
Цветной сенсорный дисплей 10"
- Подключения – USB, RS232, Ethernet 10/100/1000.
- Емкость памяти: до 300 программ обработки.
- Автоматическая последовательность старта двигателей.
- Программирование, отображение и настройка всех электронных функций.
- Отображение отчета и сброс аварийных сигналов (самодиагностика) с записью в память.
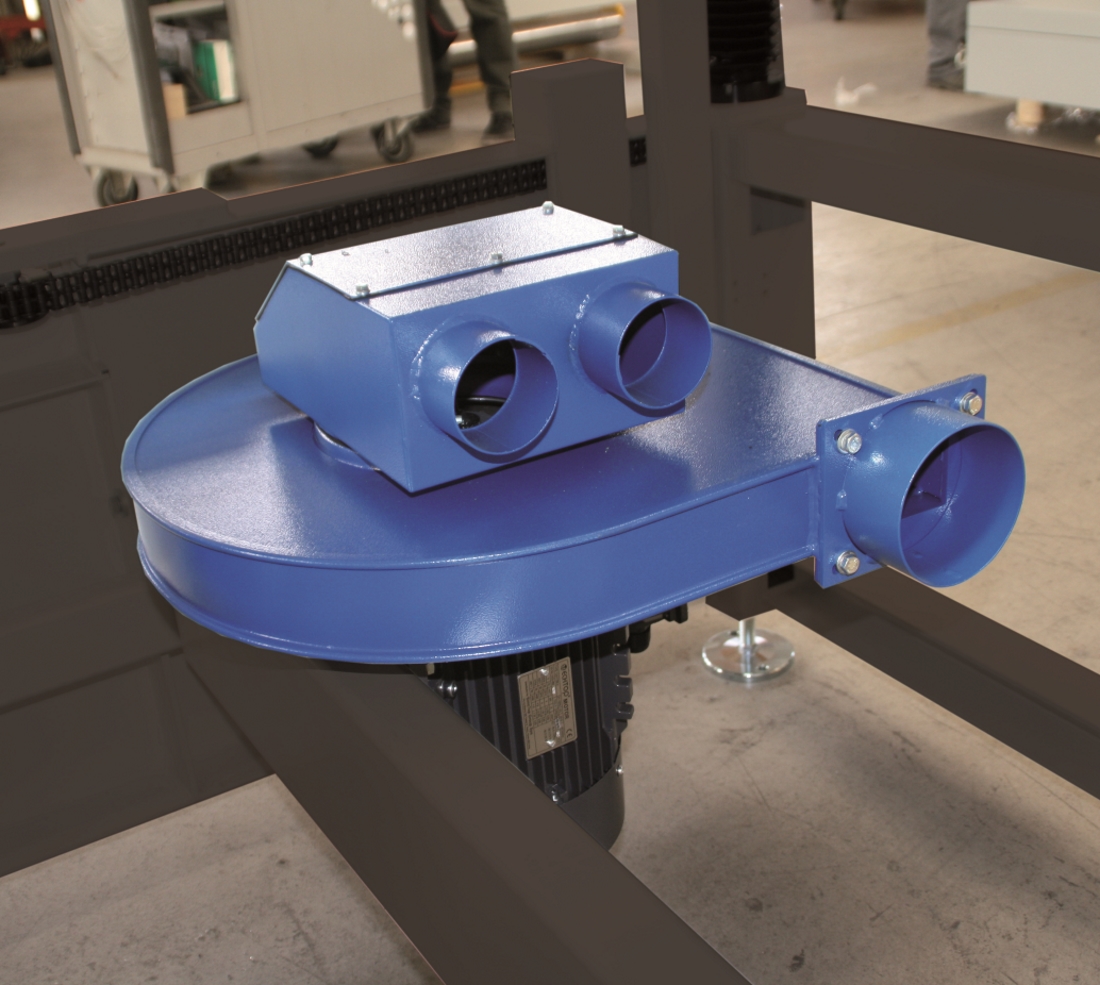
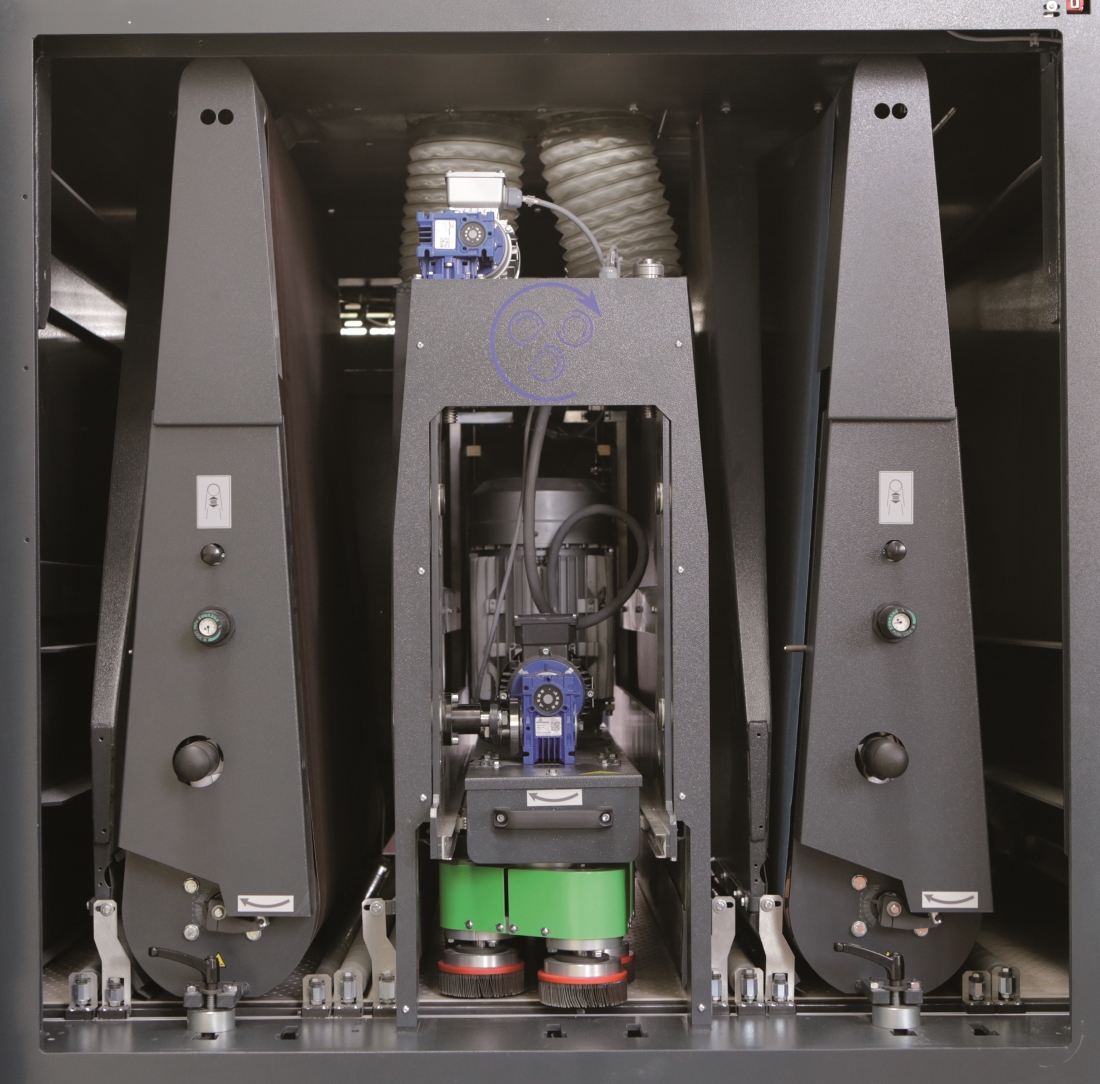
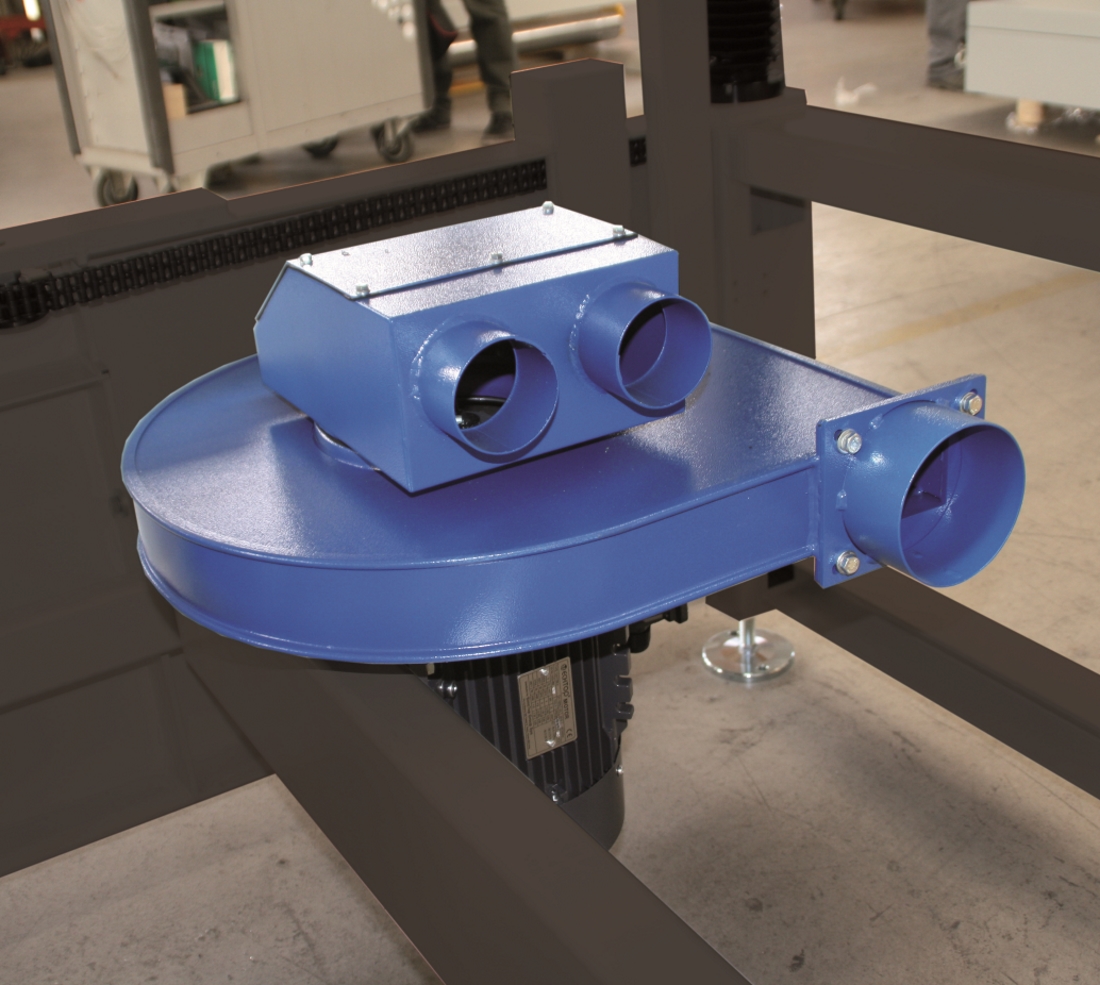
Внутренняя вакуумная установка
- Вакуумный вентилятор размещается снизу, внутри рамы станка, что позволяет оптимизировать эффективность вакуума и снизить уровень шума.
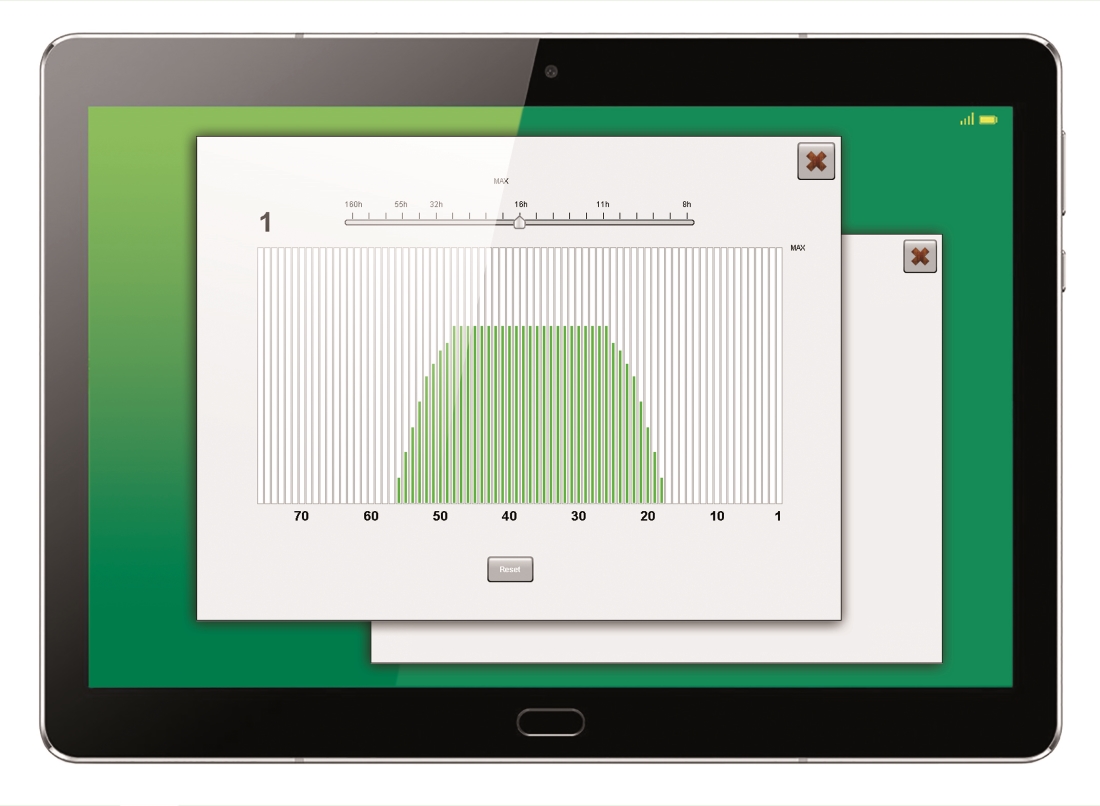
Персонализация станка с дистанционным управлением, отображением статистики и виртуальной помощью
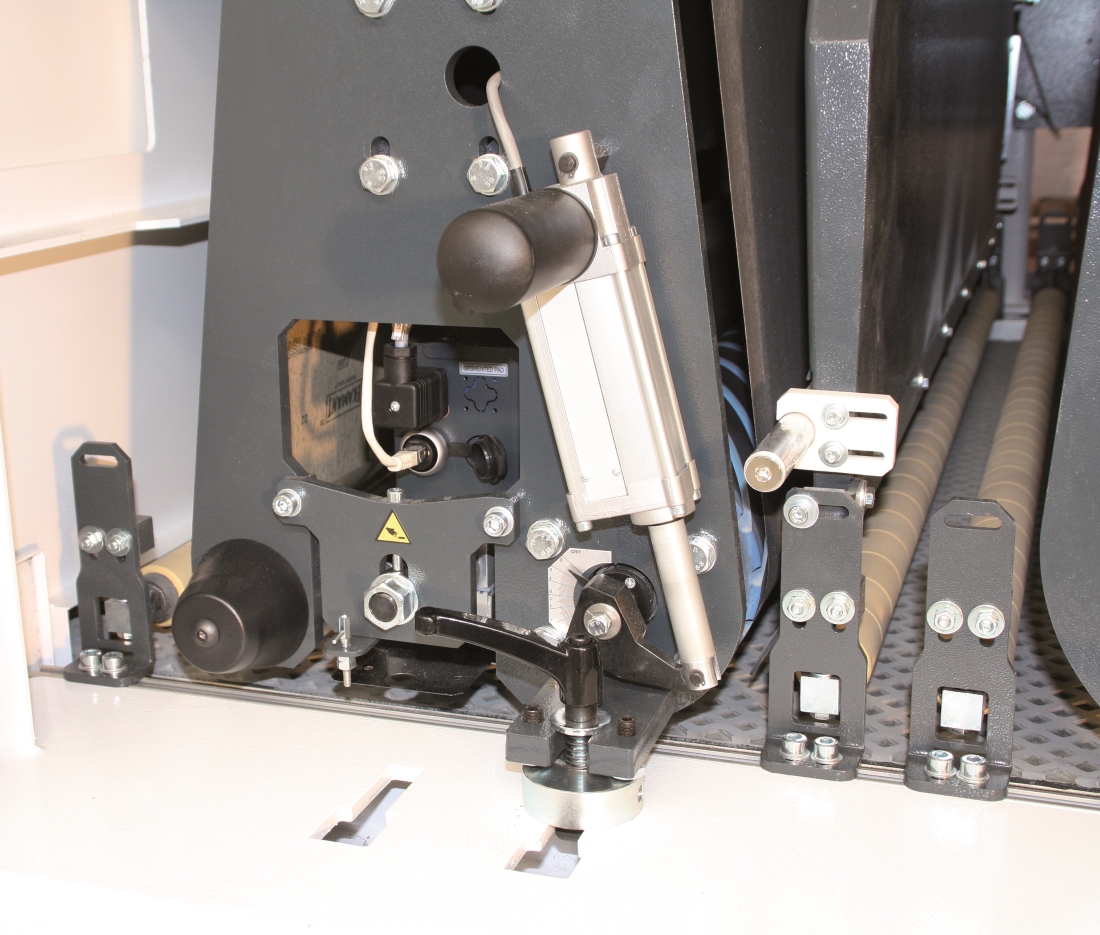
Электронное устройство Grit-set для компенсации зернистости шлифовальной ленты
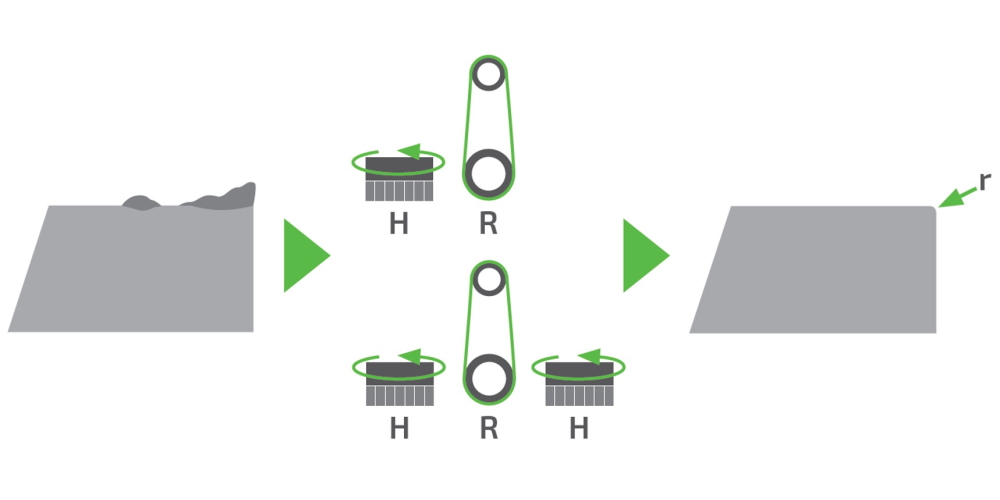
Типовая конфигурация для обработки поверхности после плазменной / кислородной резки
- Удаление грата и окалины молотковыми щетками, зачистка заусенцев валом с абразивной лентой, скругление (притупление) кромок щетками с абразивом.
- Конфигурации для обработки за 1 или за 2 прохода.
- Может быть дополнена модулями для финиширования нужного качества. Например, модулем с абразивной лентой и/или продольной щеткой Скотч-брайт.
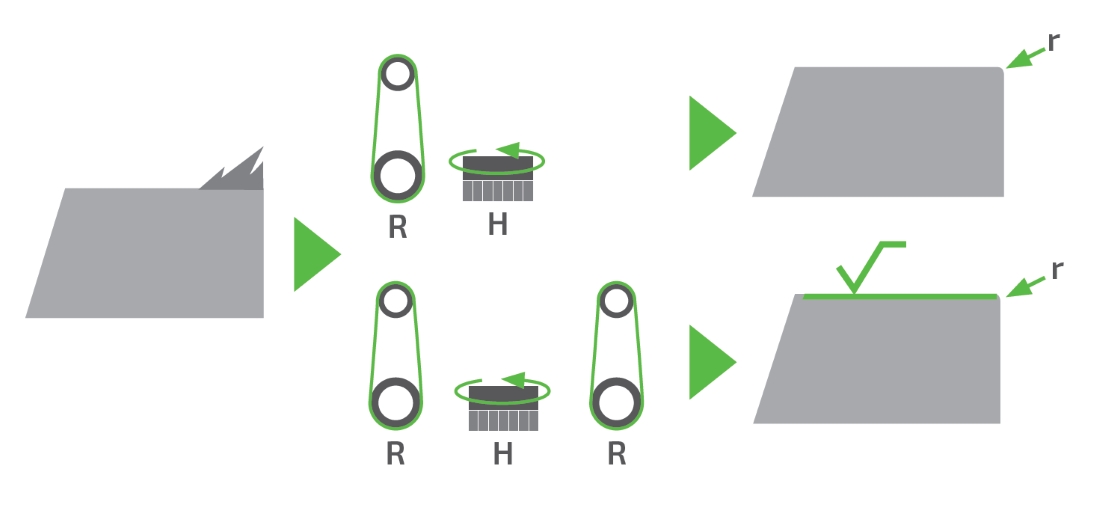
Типовая конфигурация для обработки поверхности после лазерной резки / пробивки
- Удаление заусенцев, скругление (притупление) кромки и/или чистовое шлифование.
- Может быть дополнена продольной щеткой Скотч-брайт для лучшего сатинирования.
Основные параметры
- Количество рабочих модулей 1-4 шт.
- Рабочая ширина – 1350 мм.
- Рабочая толщина – 0,5-150 мм.
- Высота рабочего стола – 900 мм.
- Общая нагрузка на рабочий стол – 350 кг.
- Электронное управление с сенсорным экраном 10”.
- Внутренние и независимые двигатели узлов.
- Внутренняя вакуумная установка.
- Инвертор на подаче.
- Электронное устройство Grit-set для компенсации зернистости шлифовальной ленты.
- Система удалённой диагностики.
- Щетка для очистки конвейера на выходе.
- Расширители стола и рольганга.
- Возможность работы в линии.
Виды обработки
- Сухая обработка.
- Удаление грата и окалины.
- Снятие заусенцев.
- Шлифовка.
- Притупление кромок.
- Удаление оксидной пленки.
- Финишная обработка.
Рабочий модуль - вал со шлифовальной лентой (R)
- Длина шлифовальной ленты 2620 мм.
- Диаметр Ø250 мм.
- Мощность электромотора 15 кВт.
- Инвертор для изменения скорости вращения вала с 3 до 21 м/с.
Рабочий модуль - группа щеток (h, H, Q)
- Однорядная группа качающихся дисковых щеток (h).
- Двухрядная группа качающихся дисковых щеток (H).
- Модуль планетарной конструкции из группы дисковых щеток (Q).
Рабочий модуль - продольная щетка (B и b)
- Параметры выбираются исходя из производственных задач.
Цветной сенсорный дисплей 10"
- Подключения – USB, RS232, Ethernet 10/100/1000.
- Емкость памяти: до 300 программ обработки.
- Автоматическая последовательность старта двигателей.
- Программирование, отображение и настройка всех электронных функций.
- Отображение отчета и сброс аварийных сигналов (самодиагностика) с записью в память.
Внутренняя вакуумная установка
- Вакуумный вентилятор размещается снизу, внутри рамы станка, что позволяет оптимизировать эффективность вакуума и снизить уровень шума.
Персонализация станка с дистанционным управлением, отображением статистики и виртуальной помощью
Электронное устройство Grit-set для компенсации зернистости шлифовальной ленты
Типовая конфигурация для обработки поверхности после плазменной / кислородной резки
- Удаление грата и окалины молотковыми щетками, зачистка заусенцев валом с абразивной лентой, скругление (притупление) кромок щетками с абразивом.
- Конфигурации для обработки за 1 или за 2 прохода.
- Может быть дополнена модулями для финиширования нужного качества. Например, модулем с абразивной лентой и/или продольной щеткой Скотч-брайт.
Типовая конфигурация для обработки поверхности после лазерной резки / пробивки
- Удаление заусенцев, скругление (притупление) кромки и/или чистовое шлифование.
- Может быть дополнена продольной щеткой Скотч-брайт для лучшего сатинирования.








Главная цель — организовать максимально эффективный и бесперебойный производственный процесс с учетом всех основных значимых факторов.



Компания EMC создана в 1999 в городе Монтеренцио, провинция Болонья в Италии. С момента основания компания ECM быстро и динамично развивается, используя более чем 30-ти летний опыт учредителей, полученный у лидирующих компаний-производителей оборудования для обработки поверхности, а также идеи молодых инженеров и технических специалистов, которые добавили множество инновативных технологий.



Главная цель — организовать максимально эффективный и бесперебойный производственный процесс с учетом всех основных значимых факторов.
