Модернизация производства сварных металлических ящиков
Исходная ситуация
Предприятие работает на рынке с 1950 года, производит механические компоненты, контейнеры и специальные коробки для авиационного и оборонного секторов. Весь производственный процесс сосредоточен внутри компании и включает в себя:
- раскрой листового металла и нарезку по длине;
- штамповку и гибку деталей;
- сварку заготовок;
- покраску готовых изделий.
Большинство оборудования на предприятии морально устарело. Ресурсов на замену всего оборудования нет.
Проблема
Основная цель компании: удержать позиции на рынке производства сварных коробок специального назначения. От этого продукта зависит 50% оборота компании (900 000 коробок в год).
Основная проблема: давление конкурентов, вынуждающих снижать себестоимость изделий.
Чтобы сохранить лидирующие позиции, руководство предприятия решает уменьшить производственные издержки за счет:
- снижения влияния человеческого фактора;
- одновременного повышения производительности.
Анализ ситуации
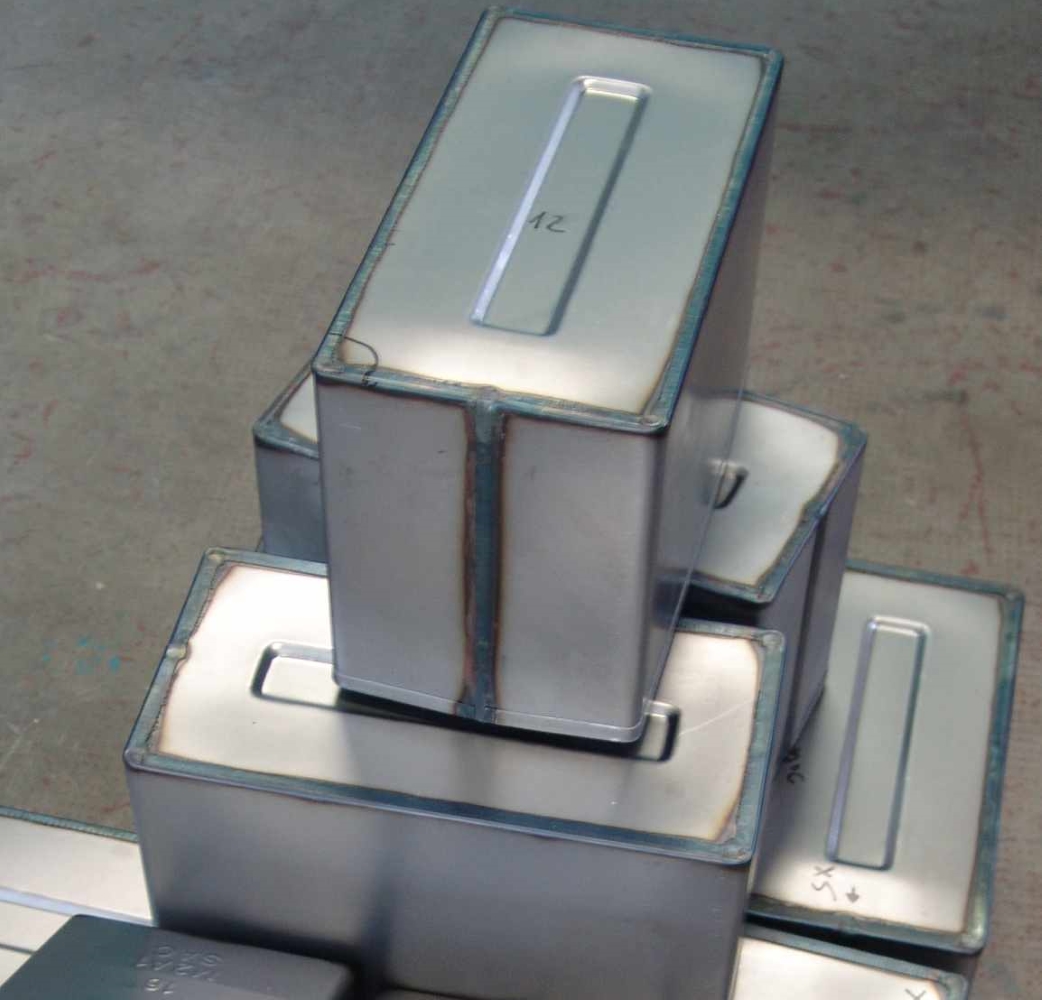
Производство сварных коробок включает в себя раскрой, гибку, сварку и покраску изделий. После исследования эффективности производства выявлено «бутылочное горлышко» — операция, которая сильнее всего влияет на скорость и эффективность производственного процесса. Такой операцией оказалась контактная сварка нижней крышки коробки при помощи станка шовной сварки переменного тока прямого типа.
В производственном цикле процесс сварки одной коробки занимает 48 секунд без учета загрузки-выгрузки деталей.
Поиск оптимального решения
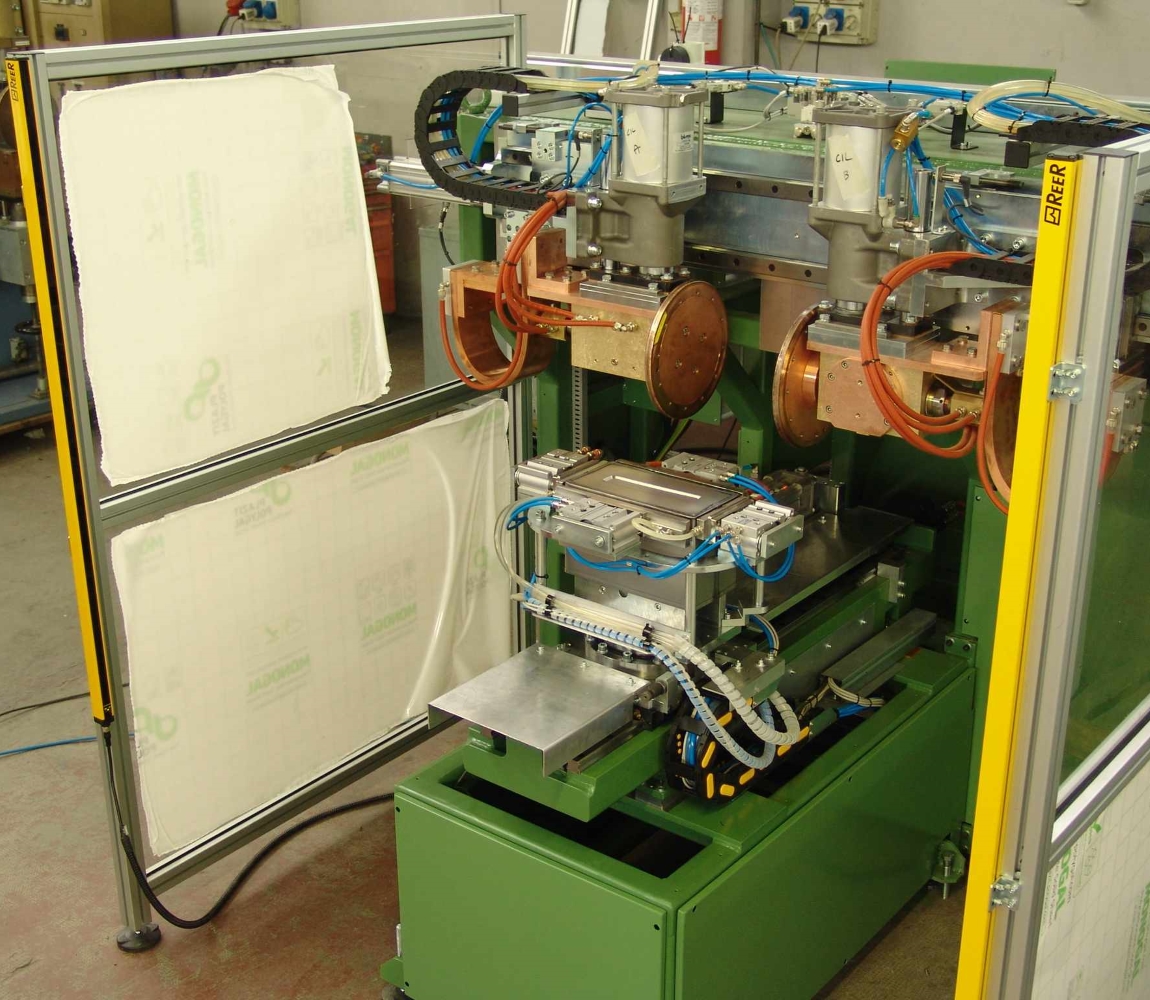
Итальянская инжиниринговая компания CEMSA разработала новую концепцию сварочного станка со следующими особенностями:
- использование конфигурации непрямой сварки;
- применение технологии средних частот 1000 Гц (с одним трансформатором);
- контроль управления процессом с помощью современной системы ЧПУ.
Результат внедрения
Установка CEMSA сократила сварочный цикл более чем в 2 раза — до 21 секунды. При использовании технологии средних частот потребление энергии снизилось на 30% по сравнению со станком, использующим переменный ток. Удалось сэкономить больше расходных материалов за счет минимизации нагрева сварочных головок и электродов.
Поставленная цель была достигнута. Себестоимость основного товара была снижена, конкурентоспособность предприятия сохранена с минимальными затратами.


Оборудование для раскроя рулонного металла может быть не только эффективным, но и экологичным. И зачастую первое невозможно без второго.
Мы подготовили полезную информацию о технологиях листообработки, поделились своим экспертным мнением о них и ответили на самые распространенные вопросы.







Оборудование для раскроя рулонного металла может быть не только эффективным, но и экологичным. И зачастую первое невозможно без второго.
Мы подготовили полезную информацию о технологиях листообработки, поделились своим экспертным мнением о них и ответили на самые распространенные вопросы.