Установки пробивки и лазерного раскроя
SALVAGNINI S1
Мехатронный станок с мультипрессовой головкой Salvagnini S1 разработан для гибкой и производительной пробивки:
- Комбинированная конфигурация головки с функциями пробивки и лазерной резки.
- Позволяет работать с материалами, которые не слишком хорошо подходят для лазерной резки (материалы, требующие бережного обращения, покрытые пленкой или предварительно окрашенные материалы);
- Снимает ограничения, связанные с геометрией обрабатываемой детали.
- Снижает энергопотребление на 20% по сравнению с другими электромеханическими решениями.
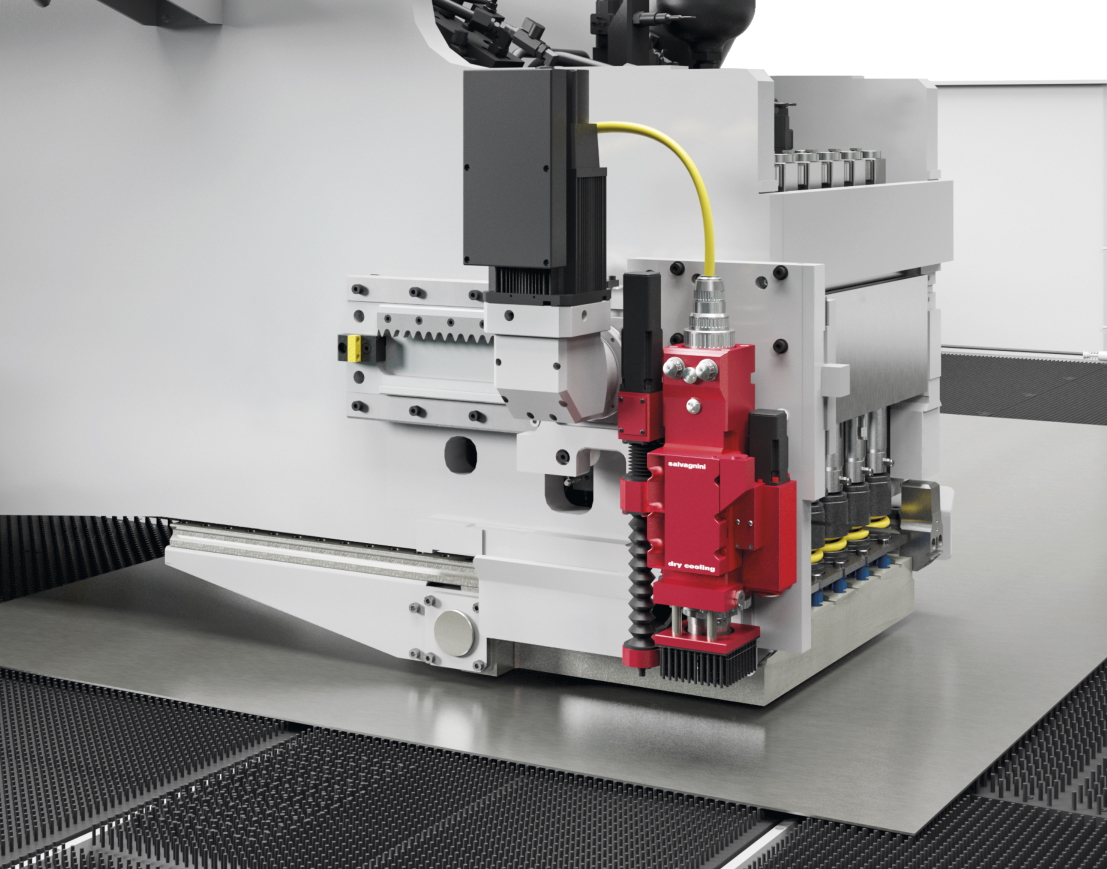
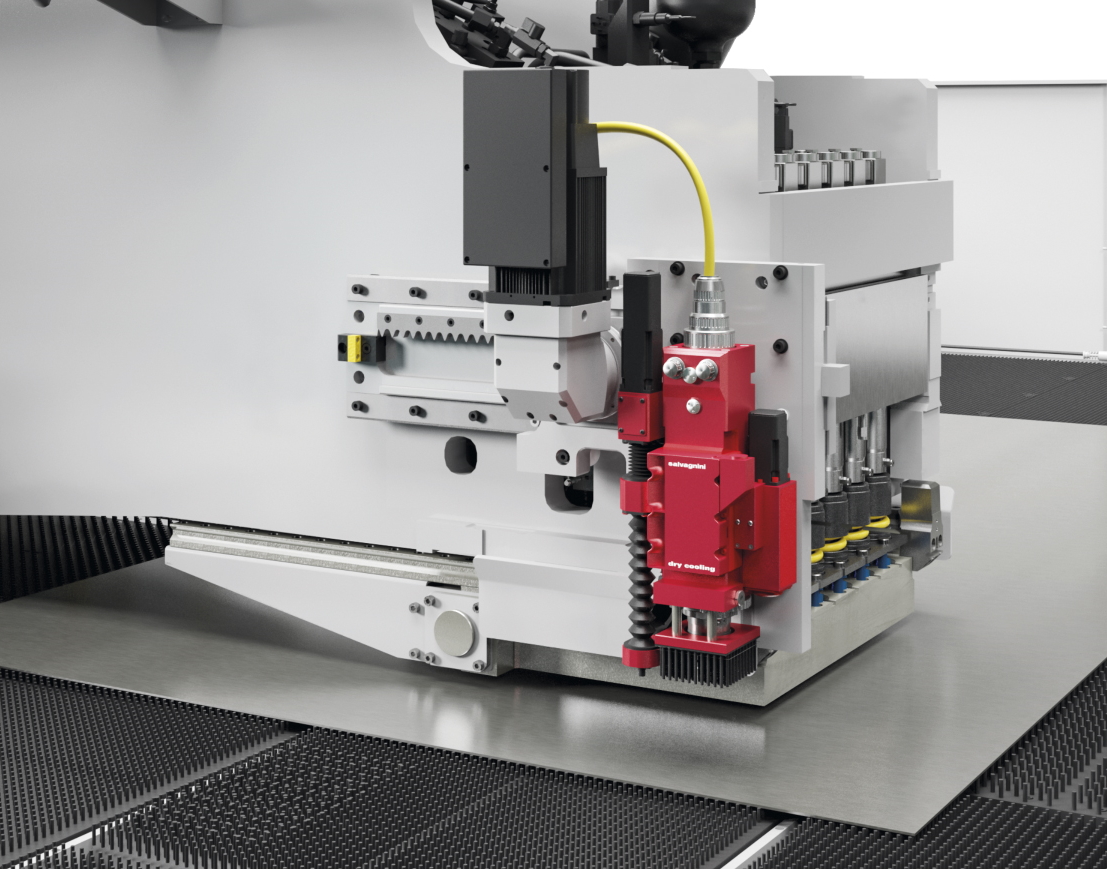
Мультипрессовая головка с гибридной технологией
В станке S1 установлена пробивная головка второго поколения. Гибридный привод обеспечивает высококачественную пробивку благодаря запатентованной архитектуре и выверенным циклам. Система снижает потребление энергии на 20% по сравнению с типовыми электрическими решениями, представленными на рынке. Дополнительный результат - сокращение размеров и стоимости компонентов и, как следствие, минимизация технического обслуживания.
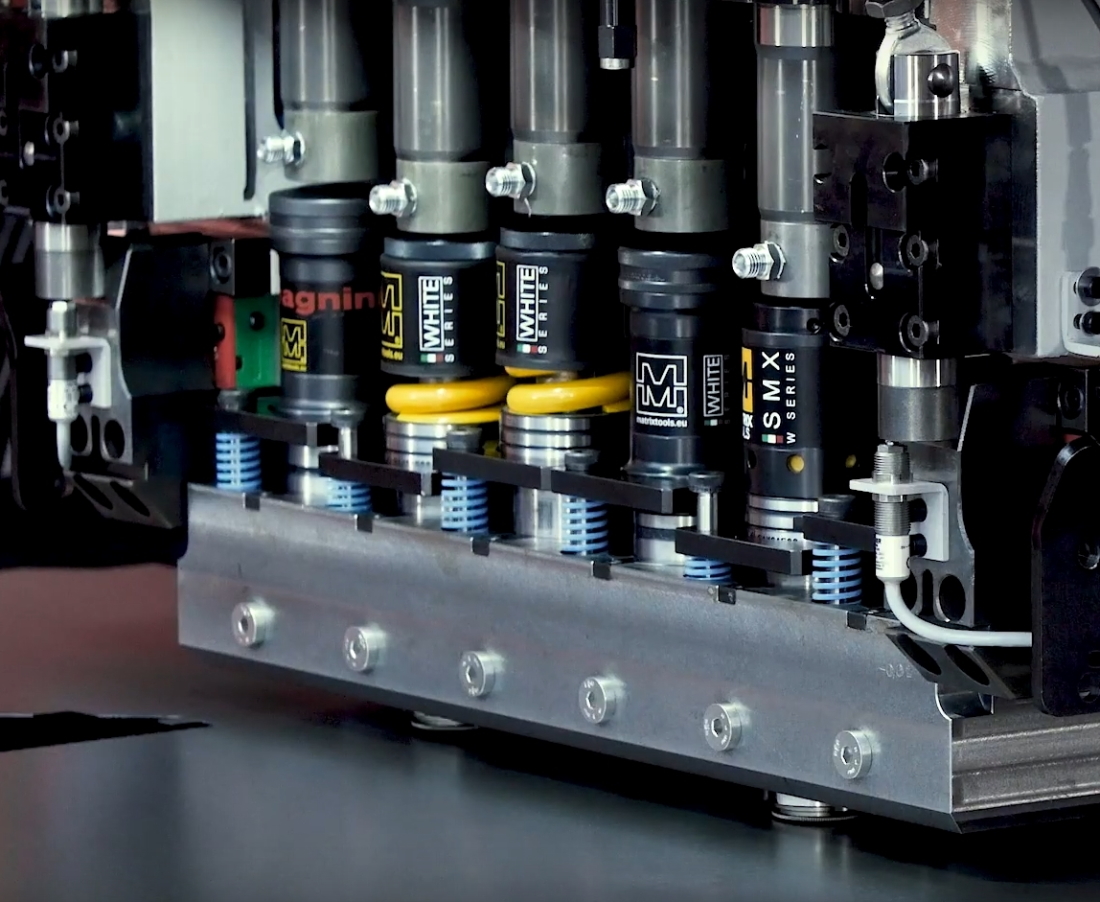
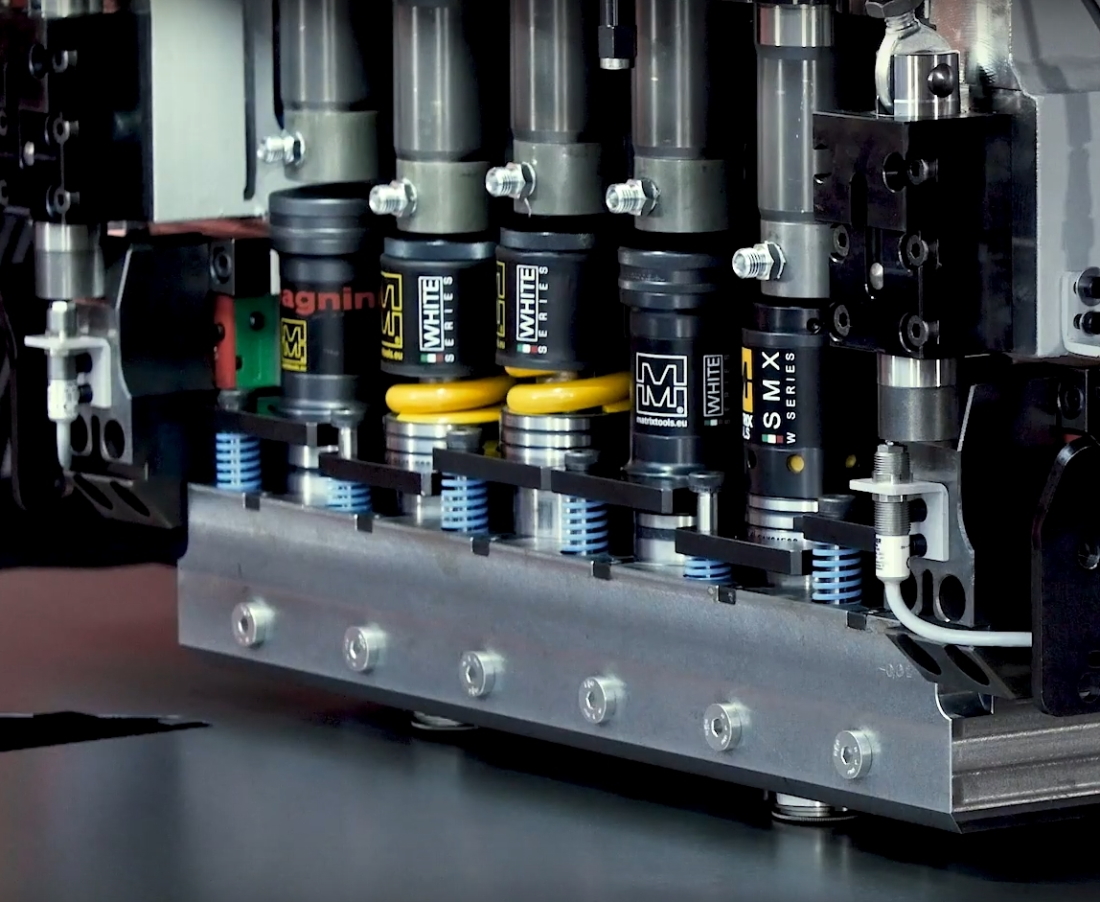
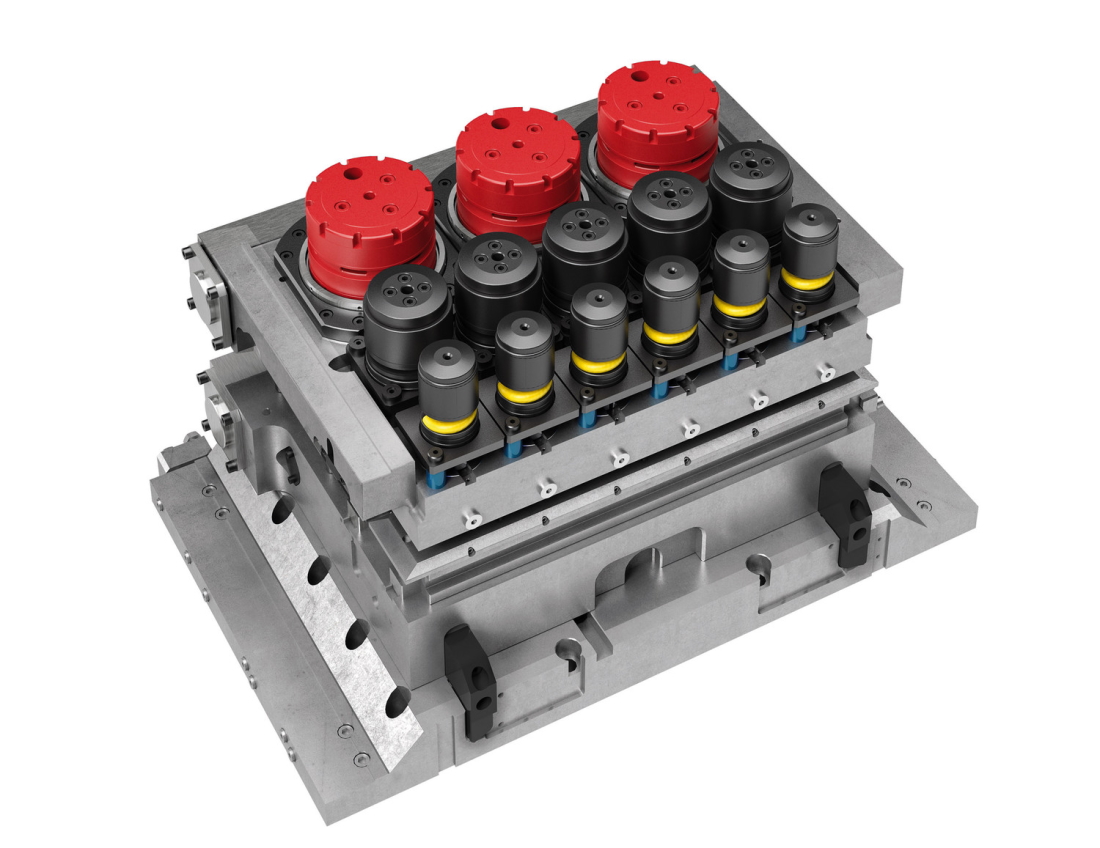
Находящиеся в постоянной готовности инструменты Thick Turret
Мультипрессовая головка Salvagnini способна одновременно управлять одним или несколькими инструментами и не требует остановки для смены инструмента. Поэтому процесс пробивки на S1 гораздо эффективнее и производительнее с точки зрения времени цикла и износа инструментов. Мультипрессовая головка использует стандартные инструменты Thick Turret типа B, C и D. Эти универсальные инструменты способны обрабатывать более широкий диапазон толщин по сравнению с другими пробивными центрами Salvagnini, гарантируя высочайшее качество при пробивке и формовке, благодаря контролируемому опусканию инструмента.
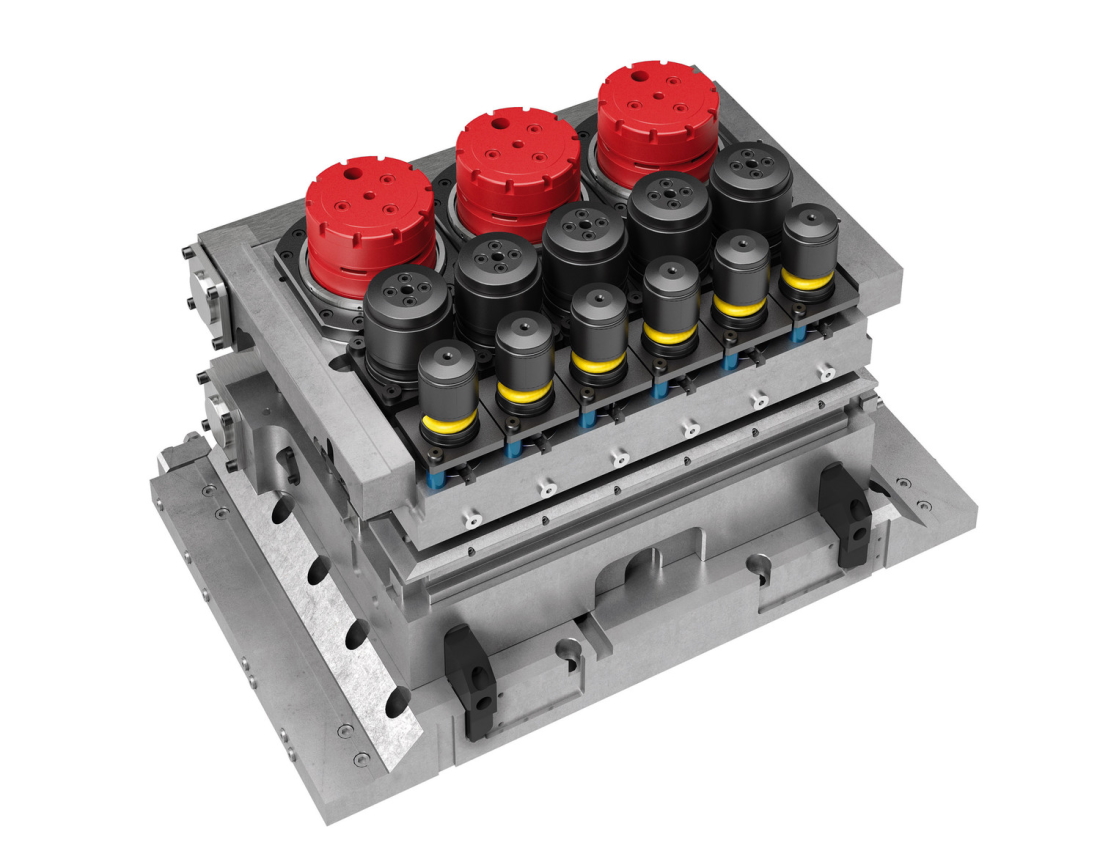
На поворотных станциях могут быть установлены многофункциональные инструменты в следующих конфигурациях
- 10 шт диаметром не более 18 мм.
- 6 шт диаметром не более 24 мм.
- 4 шт диаметром не более 31.7 мм.
- 1 шт диаметром не более 88.9 мм.
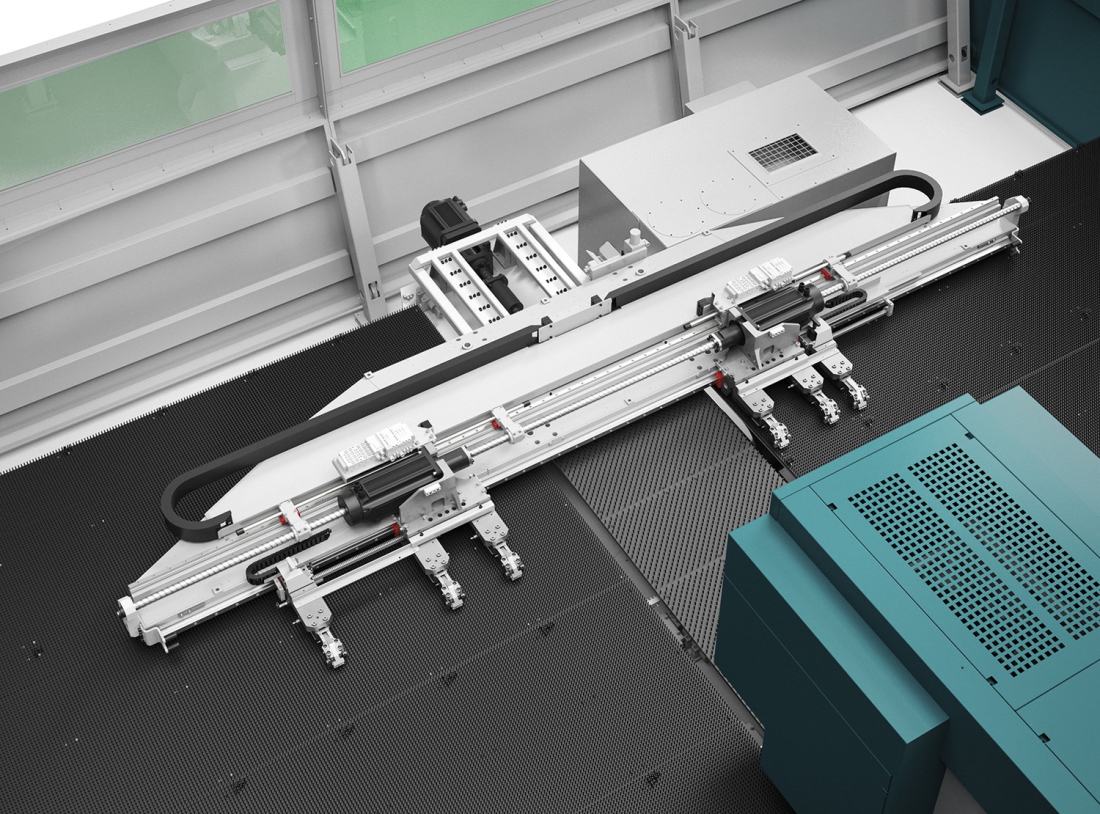
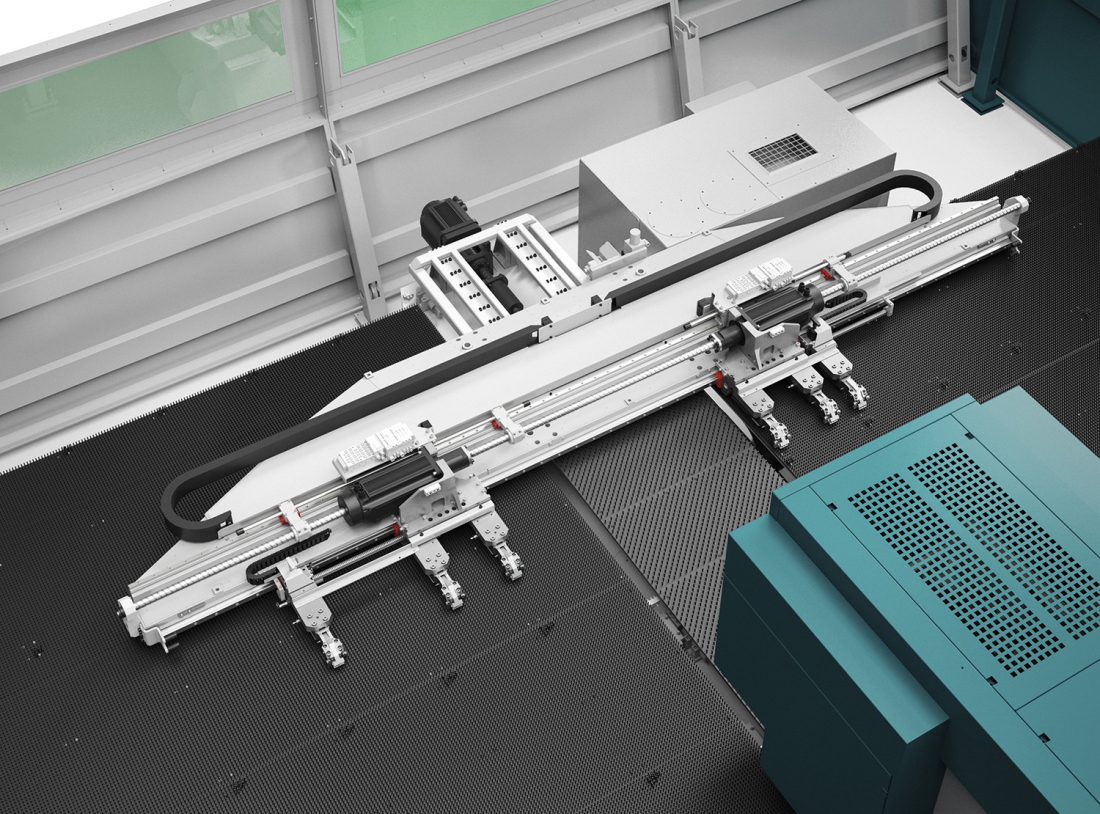
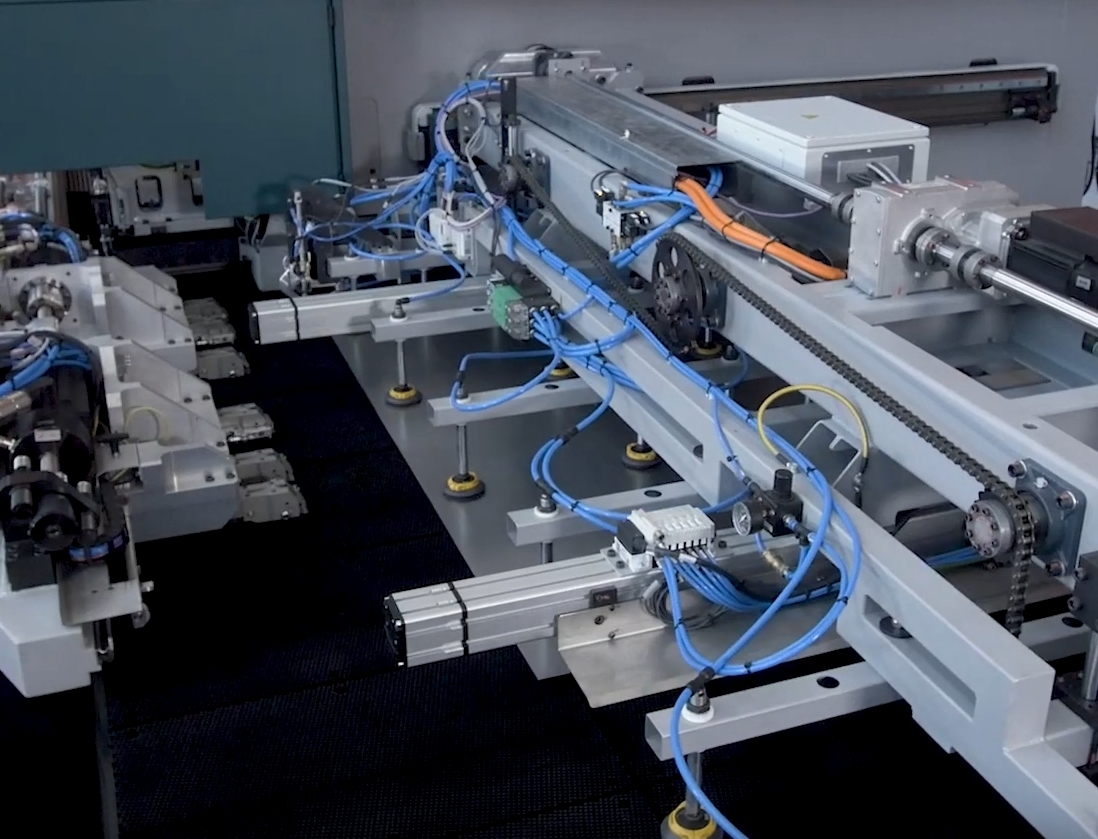
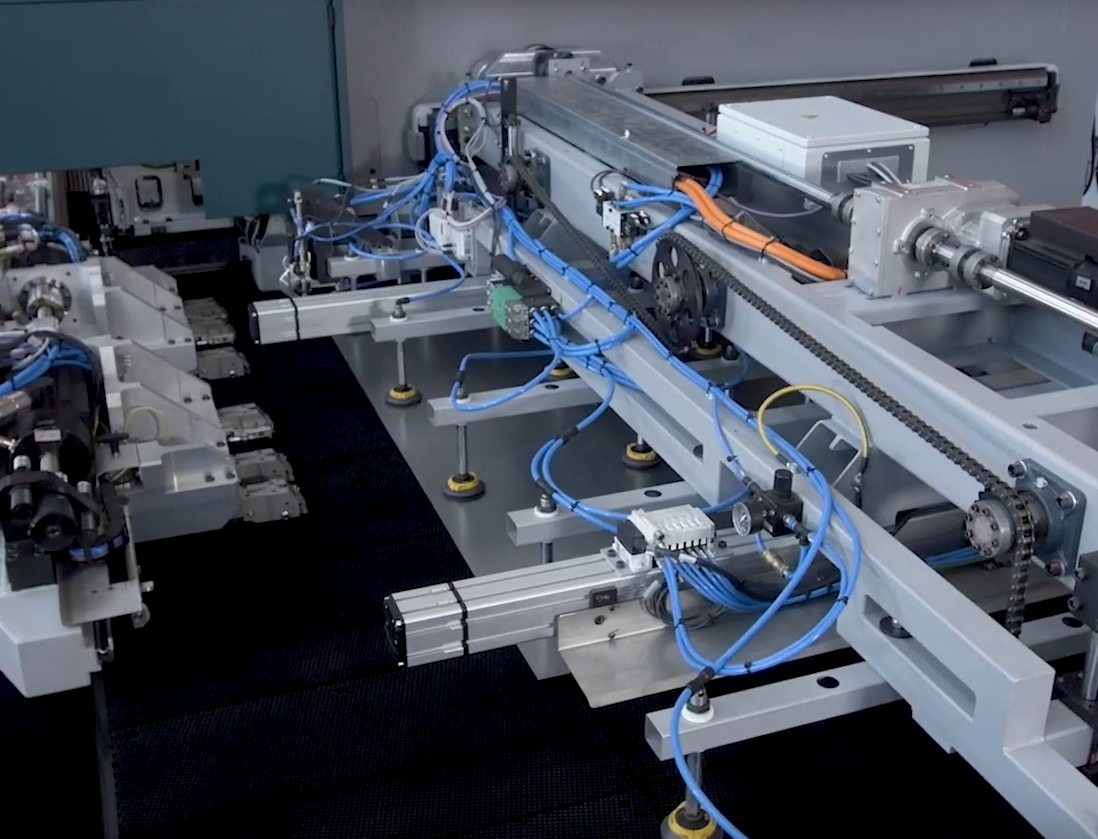
Двойной манипулятор с изменяемым положением
Двойной манипулятор, оснащенный двумя независимыми тележками, перемещающимися вдоль оси X, центрирует металлический лист в начале цикла и удерживает его в процессе пробивки и резки. Две каретки функционируют одновременно или независимо. Каждая из кареток имеет 3 независимо открывающихся захвата, один из которых с изменяемым положением. Такая конфигурация гарантирует 100%-ное использование листа, включая участки с формовкой или длинные и узкие форматы.
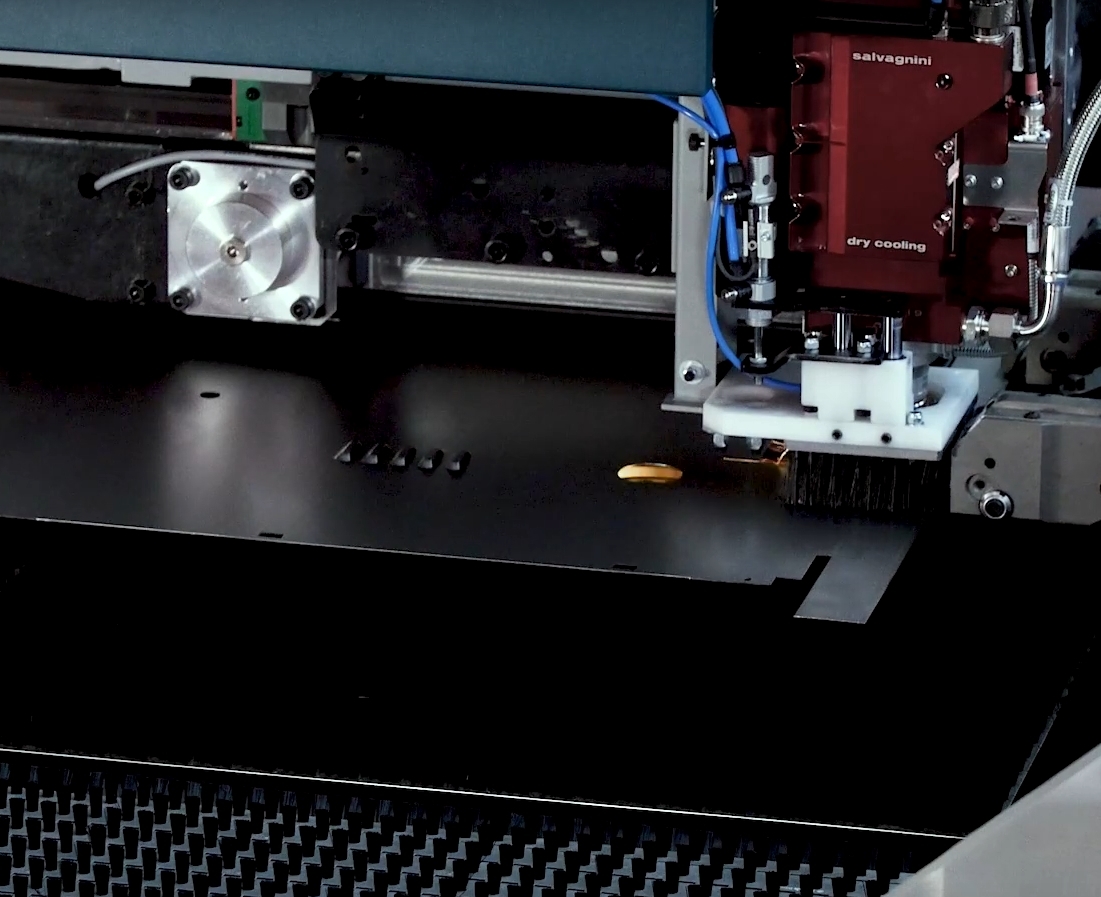
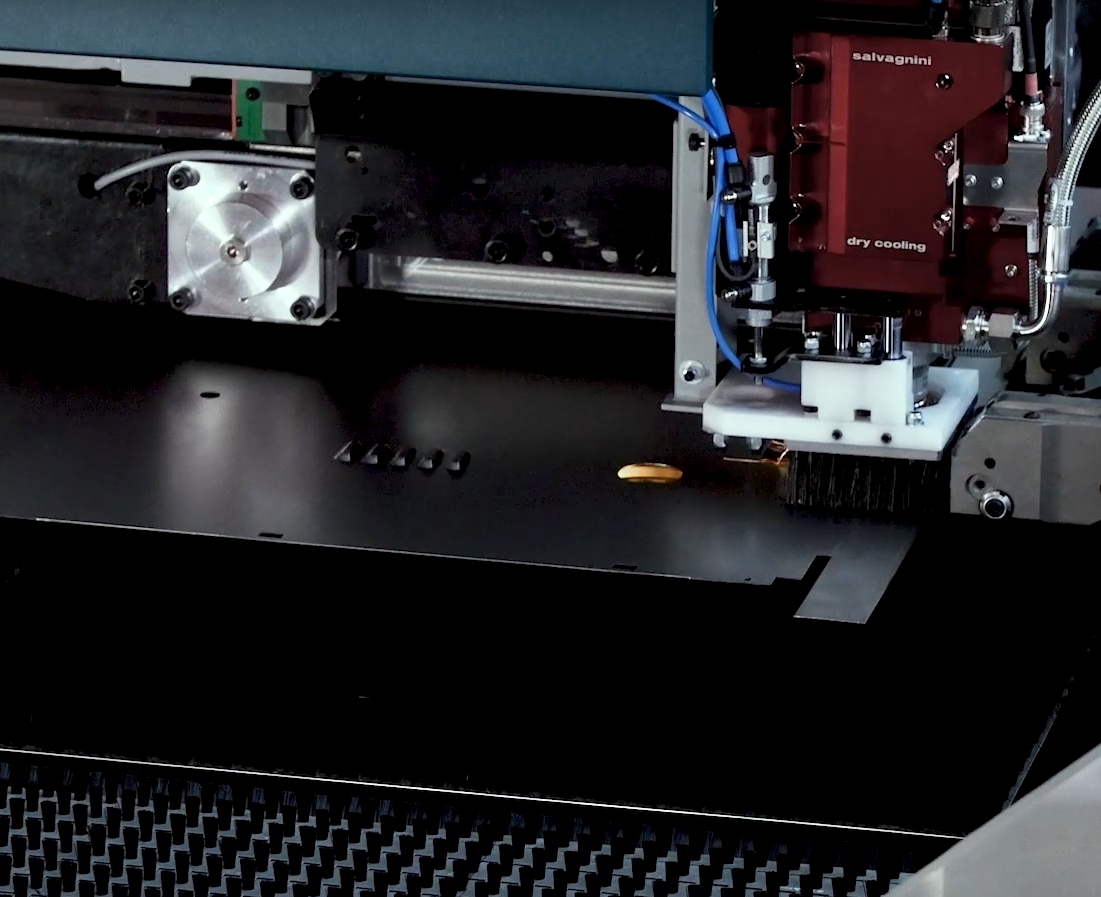
Лазерная резка без ограничения геометрической формы
Режущая головка волоконного лазера, размещенная со стороны мультипрессовой головки, перемещается на каретке вдоль оси Y с ходом 290 мм. Это гарантирует свободу при резке различных геометрических форм и при выполнении окончательной отрезки детали. Волоконный лазерный источник мощностью 2000 или 3000 Вт обеспечивает высокую линейную скорость резки и абсолютную точность при выполнении контуров.
Различные уровни автоматизации
Устройства загрузки и выгрузки оптимизируют производственный поток, устраняют непроизводственные операции и затраты, сохраняют качество и рентабельность продукции. Загрузка в S1 может выполняется вручную, с помощью отбора из пачки манипулятором с вакуумными присосками или со склада-башни с подачей одиночных листов (MD) или пачек. Выгрузка также может выполняться вручную или автоматически посредством разгрузчика на двухпозиционный стол или при помощи декартовского манипулятора MCU. Благодаря устройствам для перемещения листа система S1 может функционировать в условиях безлюдного производства, работать в составе линии с конвейером, соединенным с панелегибом или автономно, в этом случае S1 становится высокопроизводительным и гибким инструментом для тех, кто ищет умные решения по приемлемой цене.
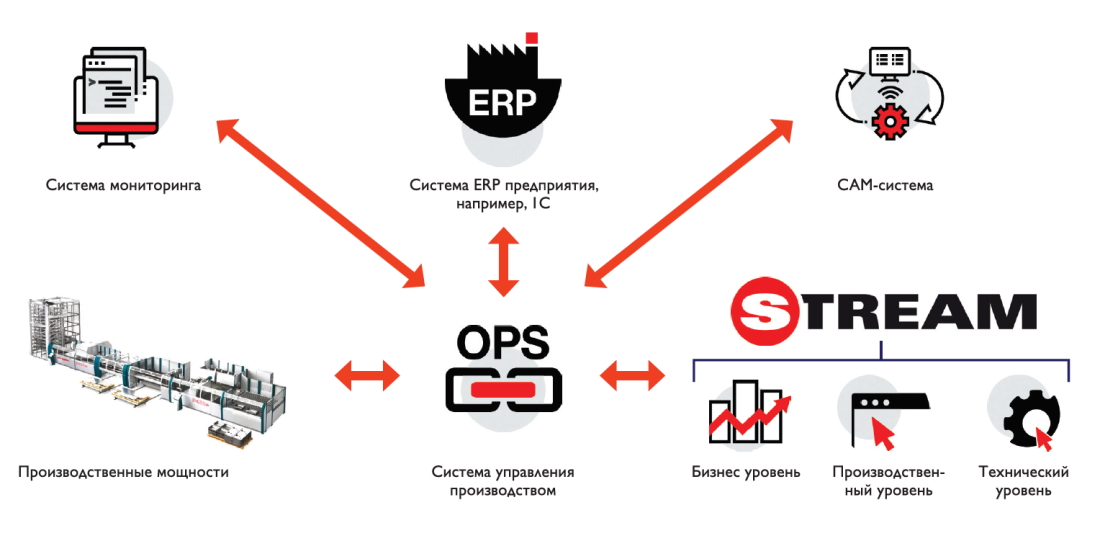
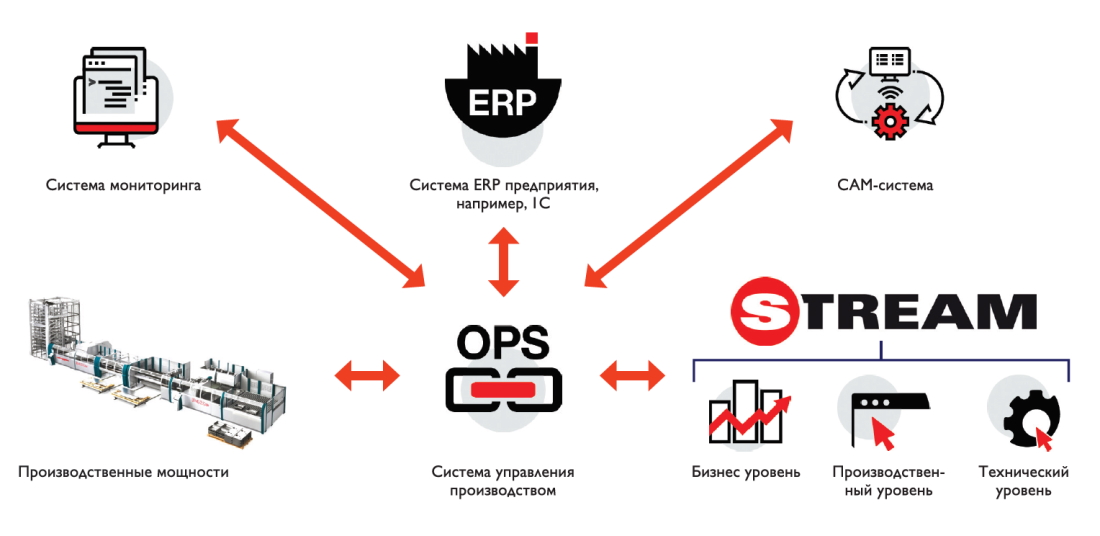
Интегрированный обмен данными и гибкая автоматизация
Благодаря собственным программам Salvagnini S1 обменивается данными с управленческо-логистическим комплексом предприятия (ERP) и взаимодействует с другими системами. В линиях FMS S1+P4 специальное ПО позволяет двум системам обмениваться данными друг с другом, выравнивает производство для увеличения производительности, уменьшения отходов и времени простоя. В гибких производственных модулях, в состав которых входит система S1 и решения для гибки, B3, P1, P2 или P4, программное обеспечение OPS позволяет оптимизировать рабочую нагрузку и направляет действия оператора в при изготовлении детали.
| Технические характеристики | SALVAGNINI S1.30 | SALVAGNINI S1.40 |
|---|---|---|
| Максимальные размеры листа (по координатам X x Y), мм x мм | 3048 x 1524 | 4064 x 1524 |
| Максимальная диагональ листа (при которой возможно вращение заготовки), мм | 3466 | 4340 |
| Минимальные размеры листа (по координатам X x Y), мм x мм | 370 x 300 | 370 x 300 |
| Технология пробивки | Многопрессовая головка | Многопрессовая головка |
| Время смены пробивного инструмента, сек | 0 | 0 |
| Возможность одновременного использования двух и более инструментов | Да | Да |
| Минимальная толщина материала, мм | 0,5 | 0,5 |
| Максимальная толщина для алюминия (200 МПа), мм | 5,0 | 5,0 |
| Максимальная толщина для нормальной стали (410 МПа), мм | 5,0 | 5,0 |
| Максимальная толщина для нержавеющей стали (680 МПа), мм | 5,0 | 5,0 |
| Технология раскроя | Лазерная резка | Лазерная резка |
| Тип источника | Волоконный | Волоконный |
| Мощность источника Вт | 2000-3000 | 2000-3000 |
| Максимальная толщина листа, мм | 5,0 | 5,0 |
Мультипрессовая головка с гибридной технологией
В станке S1 установлена пробивная головка второго поколения. Гибридный привод обеспечивает высококачественную пробивку благодаря запатентованной архитектуре и выверенным циклам. Система снижает потребление энергии на 20% по сравнению с типовыми электрическими решениями, представленными на рынке. Дополнительный результат - сокращение размеров и стоимости компонентов и, как следствие, минимизация технического обслуживания.
Находящиеся в постоянной готовности инструменты Thick Turret
Мультипрессовая головка Salvagnini способна одновременно управлять одним или несколькими инструментами и не требует остановки для смены инструмента. Поэтому процесс пробивки на S1 гораздо эффективнее и производительнее с точки зрения времени цикла и износа инструментов. Мультипрессовая головка использует стандартные инструменты Thick Turret типа B, C и D. Эти универсальные инструменты способны обрабатывать более широкий диапазон толщин по сравнению с другими пробивными центрами Salvagnini, гарантируя высочайшее качество при пробивке и формовке, благодаря контролируемому опусканию инструмента.
На поворотных станциях могут быть установлены многофункциональные инструменты в следующих конфигурациях
- 10 шт диаметром не более 18 мм.
- 6 шт диаметром не более 24 мм.
- 4 шт диаметром не более 31.7 мм.
- 1 шт диаметром не более 88.9 мм.
Двойной манипулятор с изменяемым положением
Двойной манипулятор, оснащенный двумя независимыми тележками, перемещающимися вдоль оси X, центрирует металлический лист в начале цикла и удерживает его в процессе пробивки и резки. Две каретки функционируют одновременно или независимо. Каждая из кареток имеет 3 независимо открывающихся захвата, один из которых с изменяемым положением. Такая конфигурация гарантирует 100%-ное использование листа, включая участки с формовкой или длинные и узкие форматы.
Лазерная резка без ограничения геометрической формы
Режущая головка волоконного лазера, размещенная со стороны мультипрессовой головки, перемещается на каретке вдоль оси Y с ходом 290 мм. Это гарантирует свободу при резке различных геометрических форм и при выполнении окончательной отрезки детали. Волоконный лазерный источник мощностью 2000 или 3000 Вт обеспечивает высокую линейную скорость резки и абсолютную точность при выполнении контуров.
Различные уровни автоматизации
Устройства загрузки и выгрузки оптимизируют производственный поток, устраняют непроизводственные операции и затраты, сохраняют качество и рентабельность продукции. Загрузка в S1 может выполняется вручную, с помощью отбора из пачки манипулятором с вакуумными присосками или со склада-башни с подачей одиночных листов (MD) или пачек. Выгрузка также может выполняться вручную или автоматически посредством разгрузчика на двухпозиционный стол или при помощи декартовского манипулятора MCU. Благодаря устройствам для перемещения листа система S1 может функционировать в условиях безлюдного производства, работать в составе линии с конвейером, соединенным с панелегибом или автономно, в этом случае S1 становится высокопроизводительным и гибким инструментом для тех, кто ищет умные решения по приемлемой цене.
Интегрированный обмен данными и гибкая автоматизация
Благодаря собственным программам Salvagnini S1 обменивается данными с управленческо-логистическим комплексом предприятия (ERP) и взаимодействует с другими системами. В линиях FMS S1+P4 специальное ПО позволяет двум системам обмениваться данными друг с другом, выравнивает производство для увеличения производительности, уменьшения отходов и времени простоя. В гибких производственных модулях, в состав которых входит система S1 и решения для гибки, B3, P1, P2 или P4, программное обеспечение OPS позволяет оптимизировать рабочую нагрузку и направляет действия оператора в при изготовлении детали.
в полной версии















