Основные стадии процесса пробивки на КПП
Координатно-пробивной пресс предназначен для пробивки отверстий в листе металла специальным инструментом в точно заданном месте.
Процесс пробивки не сложен, но нужно учитывать множество факторов, которые влияют на качество обрабатываемой детали и на долговечность инструмента и оборудования.
Координатно-пробивные прессы Technology Italiana
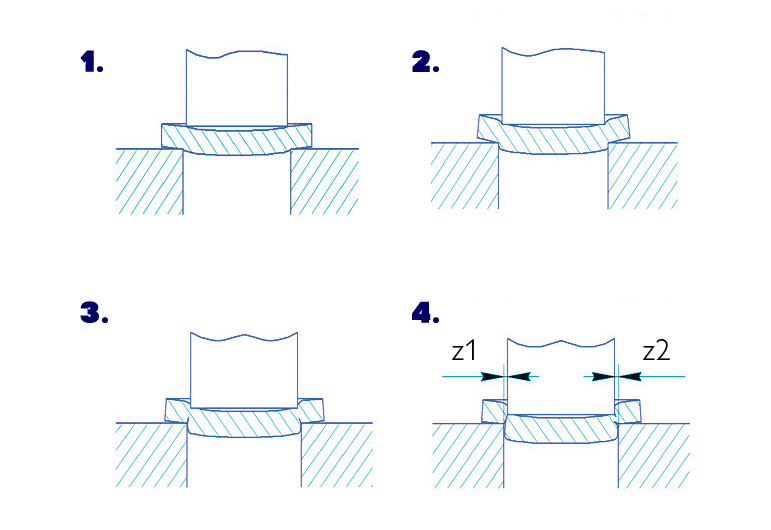
Стадии пробивки на КПП:
- Под режущей кромкой пуансона создается объемное сжатие, а над режущей кромкой матрицы – радиальное растяжение, которое способствует возникновению микротрещин в зоне резания.
- Напряжения вблизи режущих кромок достигают максимальной величины, соответствующей сопротивлению металла срезу.
- У режущих кромок матрицы образуются скалывающие трещины. При дальнейшем погружении пуансона пластичность металла заканчивается, и скалывающие трещины возникают вблизи режущих кромок пуансона.
- Скалывающие трещины быстро распространяются на внутренние слои металла и вызывают отделение вырезаемой детали.
В данной статье мы приведем список возможный формовочных операций
Производительность координатно-пробивных прессов повышают по-разному. Например, выбирают правильный пробивной инструмент под производственную задачу. Вот несколько советов по тому, как подойти к выбору инструмента:



В данной статье мы приведем список возможный формовочных операций
Производительность координатно-пробивных прессов повышают по-разному. Например, выбирают правильный пробивной инструмент под производственную задачу. Вот несколько советов по тому, как подойти к выбору инструмента: