Факторы, влияющие на качество и усилие пробивки
Применяя правильный зазор, регулярную заточку и смазку инструмента, а также специальные профили пуансона (в случае пробивки больших отверстий) вы сможете получать качественные отверстия, продлить срок службы инструмента и оборудования.
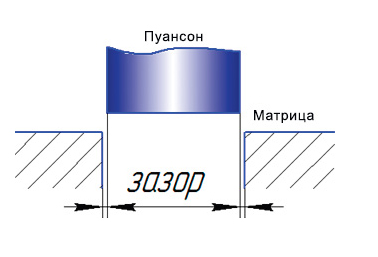
Зазор между матрицей и пуансоном
Зазоры влияют на качество поверхности среза, и стойкость инструмента. Заусенцы и дефекты поверхности среза возникают в результате неравномерного распределения зазора по периметру и при затуплении режущих кромок пуансона и матрицы.
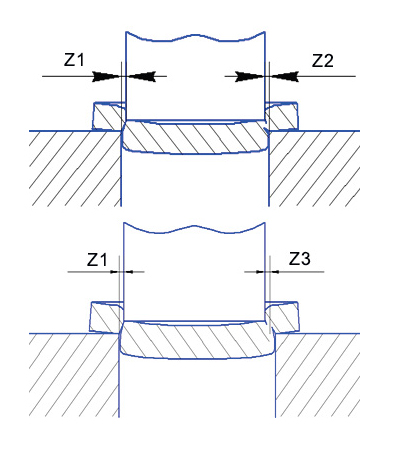
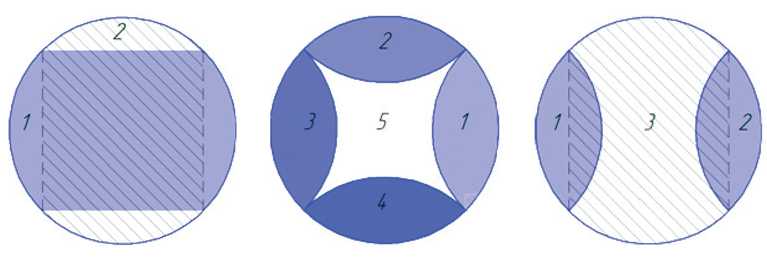
Влияние зазора на качество пробивки
При нормальном зазоре между пуансоном и матрицей (Z1) поверхности сдвига у режущих кромок пуансона совпадают с поверхностями сдвига и трещинами у режущих кромок матрицы. Вместе они образуют общую криволинейную поверхность скалывания.
При малом зазоре (Z2) и большой толщине материала поверхности сдвига, идущие от кромок пуансона, не совпадают с поверхностями сдвига, возникшими у кромок матрицы.
В случае очень большого зазора (Z3) качество пробивки значительно падает, и на поверхности образуются рваные заусенцы от затягивания и обрыва металла в зазоре.
| Недостаточный зазор: | Коэффициент |
|
|
Преимущества правильного зазора матрицы:
- Долговечность инструмента.
- Лучший съем материала.
- Меньшая высота и толщина заусенца.
- Более чистые и гладкие отверстия.
- Отсутствие деформации листа.
- Высечка является зеркальным отображением отверстия.
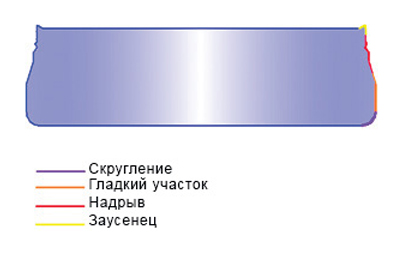
- Если зазор слишком большой, на высечке будет виден грубый излом и гладкий участок будет небольшой. Чем больше зазор, тем больше будет угол между изломом и гладким участком.
- При слишком маленьком зазоре, на высечке будет излом с небольшим углом и небольшим гладким участком.
- Идеальная высечка создается, когда изломы, идущие сверху и снизу материала, имеют один и тот же угол и выравниваются относительно друг друга.
Рекомендуемые зазоры матрицы
Мы составили таблицу на базе опыта наших клиентов, которые достигли высокого качества обработки деталей и большой долговечности инструмента. В процессе вырубки, когда результатом обработки является отход, инструмент обычно устанавливается с меньшим зазором, чем инструмент для пробивки. Это дает более высокое качество обрабатываемой детали.
| Тип материала (обычное усилие резки) |
Толщина материала (Т), мм | Пробивка Общий зазор (в % от толщины) | Вырубка Общий зазор (в % от толщины) |
| Алюминий | Менее 2.5 От 2.5 до 5.0 Более 5.0 |
15 % 20 % 25 % |
15 % 15 % 20 % |
| Мягкая сталь | Менее 3.0 От 3.0 до 6.0 Более 6.0 |
20 % 25 % 30 % |
15 % 20 % 20 % |
| Нержавеющая сталь | Менее 1.5 От 1.5 до 2.8 От 2.8 до 4.0 Более 4.0 |
20 % 25 % 30 % 35 % |
15 % 20 % 20 % 25 % |
Заточка инструмента
Почему ухудшается качество пробивки
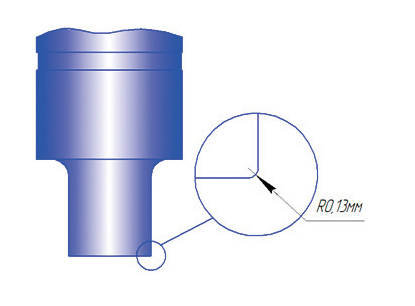
При использовании пуансона режущая кромка начинает разрушаться, и на ней образуется радиус. При дальнейшем использовании радиус становится больше, а качество и эффективность пробивки отверстий в металле снижаются. Скорость затупления инструмента для пробивного пресса зависит от размера отверстия, типа и толщины пробиваемого материала.
Обычно качество пробиваемого отверстия начинает снижаться, когда радиус режущей кромки достигает 0,13 мм.
Инструмент затупился, если:
- Отверстия имеют большой скос и/или заусенец.
- Пресс шумит больше обычного.
- Штамповка происходит жестче, чем обычно.
При затуплении режущих кромок пуансона заусенцы образуются на вырезаемой детали. При затуплении матрицы заусенцы возникают вокруг пробитого отверстия.
Регулярная заточка повышает долговечность инструмента более чем в два раза!
Без заточки инструмент стачивается на 1 мм при пробивке 315 000 отверстий.
При регулярной заточке инструмент стачивается на 1 мм при пробивке 800 000 отверстий.
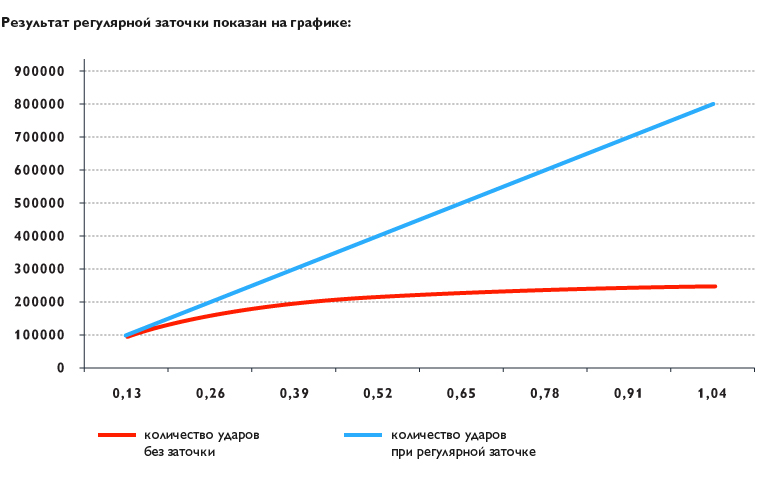
Данные на графике даны только для примера. На долговечность и повышенный износ инструмента влияет множество факторов.
Как определить размер заточки
Размер заточки — это максимальная предельная длина, на которую может быть сточен пуансон.
Размер пуансона и толщина материала для пробивки – факторы, которые влияют на размер заточки.
Размер для заточки = прямолинейный участок перед радиусом) – (Толщина материала + Глубина проникновения в матрицу + Толщина съемника)
При вырубке тонких материалов притупление режущих кромок недопустимо.
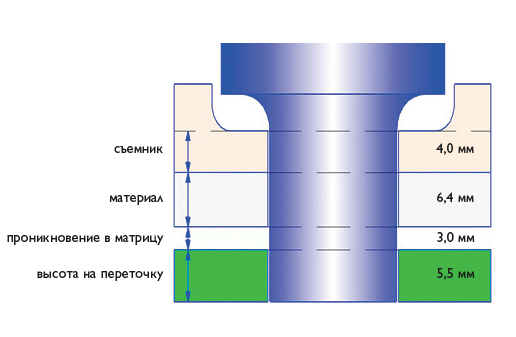
Пример подсчета размера заточки
Пример подсчета размера для заточки пуансона станции В.
Прямолинейный участок перед радиусом — 18,9 мм.
Толщина материала 6,4 мм.
Глубина проникновения в матрицу — 3,0 мм.
Толщина съемника — 4,0 мм.
Результат размера заточки = 18,9 мм – 6,4 мм – 3,0 мм – 4,0 мм = 5,5 мм.
Совет:
Незначительное притупление режущих кромок (r = 0,05–0,1 мм) в случае вырубки из стали толщиной свыше 1мм не вызывает появления заусенцев и повышает стойкость штампа. Такое же притупление рекомендуется у режущих кромок пуансона, работающего в паре с твердосплавной матрицей.
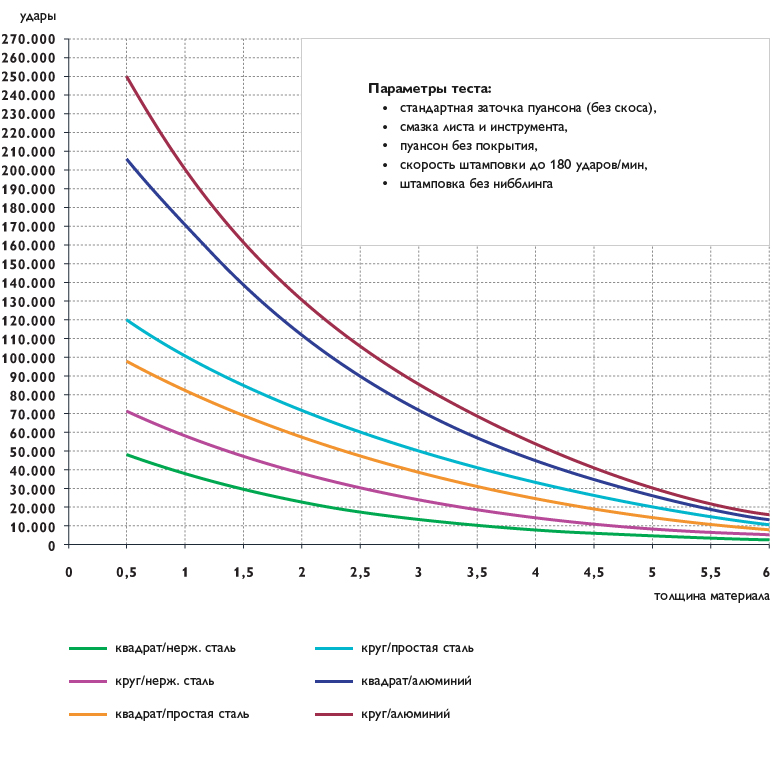
Расчет ресурса инструмента до переточки.
Рекомендуется проводить с помощью графика с использованием корректирующих коэффициентов.
Учет дополнительных факторов, влияющих на ресурс инструмента
| Фактор | Коэфициент |
| Пробивка оцинкованной стали, нержавеющей стали с защитной пленкой, анодированного алюминия |
0,5-0,8 |
| Пробивка без смазки листа | 0,4-0,6 |
| Специальное покрытие инструмента | 2,0-4,0 |
| Пуансоны из специальной стали | 6,0-10,0 |
| Нибблинг | 0,7-0,9 |
| Угловая пробивка | 0,5-0,7 |
| Пуансон со скосом | 0,5-0,9 |
| Пробивка со скоростью больше 300 ударов в минуту | 0,8-0,9 |
| Пробивка специальных форм | 0,4-0,8 |
| Полированные инструменты | 1,5-3,0 |
| Пуансоны меньше 1,5 толщины листа | 0,6-0,8 |
| Пуансоны меньше 1,0 толщины листа | 0,3-0,5 |
| Использование слишком малого радиуса | 0,4-0,9 |
Пример подсчета ресурса инструмента для нибблинга квадратным пуансоном нержавеющей стали толщиной 2 мм со скоростью больше 300 ударов в минуту:
22 000 х 0,7 х 0,8 = 12 320 ударов до переточки (при использовании меньших значений)
22 000 х 0,9 х 0,9 = 17 820 ударов до переточки (при использовании больших значений)
Смазка оборудования и инструмента
Смазка инструмента дает следующие преимущества:- Снижает усилие съема металла с пуансона, а следовательно, усилие пробивки.
- Предотвращает перегрев пуансона за счет снижения трения.
- Снижает адгезию пуансона.
- Увеличивает срок службы инструмента.
Инструмент со смазкой
Совет:
Смазывайте лист, направляющие и инструмент, используйте функцию смазки инструмента, используйте станции с возможностью смазки инструмента и листа.
Специальный профиль пуансона
Если усилия пресса не хватает, используйте инструмент специальной формы. Пробивка больших отверстий за несколько ударов может сократить усилие пробивки в два и более раз и увеличить срок службы инструмента.
Пример использования инструментов специальной формы для пробивки больших отверстий
Как повысить качество и усилие пробивки
Повысить качество и усилие пробивки отверстий в металле можно следующим образом:
1. Выбрать правильный зазор между матрицей и пуансоном. Правильность зазора можно определить по результатам обработки: изломы сверху и снизу материала имеют один и тот же угол и выравниваются относительно друг друга.
2. Регулярно производить заточку инструмента. При этом долговечность инструмента повышается в два и более раз. Размер заточки можно определить по формуле: (Прямолинейный участок перед радиусом) – (Толщина материала + Глубина проникновения в матрицу + Толщина съемника)
3. Производить смазку оборудования и инструмента. При регулярности таких процедур можно снизить усилие пробивки в два и более раз. Для этого необходимо смазывать лист, направляющие и инструмент, использовать функцию смазки инструмента и станции с возможностью смазки инструмента и листа.
Также необходимо точно рассчитывать усилие пробивки с учетом периметра пуансона, толщины и типа материала и других параметров. Вместе все эти меры приведут к увеличению качества пробивки отверстий и росту эффективности производства.


В данной статье мы приведем список возможный формовочных операций
Производительность координатно-пробивных прессов повышают по-разному. Например, выбирают правильный пробивной инструмент под производственную задачу. Вот несколько советов по тому, как подойти к выбору инструмента:

