Ультразвуковая сварка
При ультразвуковой сварке соединение образуется под действие ультразвуковых колебаний с частотой 20–40 кГц, также сжимающих давлений, приложенных к свариваемым деталям.
Откуда берутся ультразвуковые колебания
Ультразвуковые колебания в сварочных установках получают так:
Ток от ультразвукового генератора (УЗГ) подается на обмотку магнитострикционного преобразователя (вибратора), который собран из пластин толщиной 0,1–0,2 мм (рис. 1). Пластины изготовлены из материала, способного изменять свои геометрические размеры под действием переменного магнитного поля.
Если магнитное поле направлено вдоль пакета пластин, то любые его изменения приводят к укорочению или удлинению магнитостриктора. Это обеспечивает преобразование высокочастотных электрических колебаний в механические той же частоты.
Вибратор соединяется припоем или клеем с волноводом или концентратором (инструментом), который может усиливать амплитуду колебаний. Волноводы цилиндрической формы передают колебания, не изменяя их амплитуды, а ступенчатые, конические концентраторы усиливают колебания. Размеры и форму концентратора рассчитывают с учетом необходимого коэффициента усиления.
Как правило, хватает коэффициента 5, обеспечивающего амплитуду колебаний рабочего выступа при холостом ходе 20–30 мкм. Размеры волноводной системы подбирают так, чтобы в зоне сварки амплитуды колебаний были максимальными (кривая упругих колебаний, рис. 1).
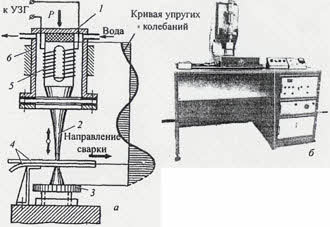
Рис. 1. Схема ультразвуковой сварки: 1 — акустический узел; 2 — инструмент (волновод); 3 — регулировочный винт опоры; 4 — свариваемые детали; 5 — вибратор; 6 — кожух
Особенности ультразвуковой сварки
При этом методе сварки колебательные движения ультразвуковой частоты разрушают неровности поверхности (рис. 2) и оксидный слой. На соединяемые детали совместно воздействуют механические колебания и относительно небольшое давление сварочного волновода-инструмента. Это обеспечивает течение металла в зоне соединяемых поверхностей без внешнего подвода теплоты.
Трение, вызванное возвратно-поступательным движением сжатых контактирующих поверхностей, нагревает поверхностные слои материалов. И хотя трение не доминирующий источник теплоты при сварке, например, металлов, оно вносит существенный вклад в образование сварного соединения.
Применение ультразвуковой сварки
Ультразвуковую сварку можно применять для соединения металла небольших толщин. Также ее широко используют для сварки полимерных материалов. При сварке полимеров ультразвуковые колебания подаются волноводом перпендикулярно к соединяемым поверхностям, и под их воздействием возникает интенсивная диффузия — перемещение макромолекул из одной соединяемой части в другую.
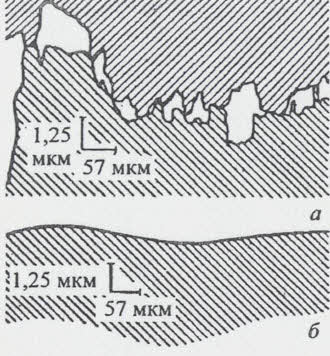
Рис. 2. Профиль поверхности: а — двух собранных медных деталей перед ультразвуковой сваркой; б — нижней детали после воздействия ультразвука
Разработан процесс сварки костных тканей в живом организме. В основе его лежит свойство ультразвука ускорять процесс полимеризации некоторых мономеров. Так, циакрин, представляющий собой этиловый эфир цианакриловой кислоты, образует под действием ультразвука твердый полимер в течение десятков секунд. Без ультразвука процесс полимеризации занимает несколько часов.
Это явление и легло в основу соединения — или сварки — обломков костной ткани с помощью циакрина, смешанного с костной стружкой. Циакрин затвердевает и прочно соединяется с костной тканью, проникая в её капилляры под действием ультразвуковых колебаний. В результате получается прочное соединение отдельных частей кости.
Ультразвуковая сварка позволяет решить проблему присоединения к кристаллам кремния полупроводниковых приборов алюминиевых проводников-выводов, которые нужны для подключения приборов к внешним электрическим цепям. Диапазон геометрических размеров контактных площадок полупроводниковых приборов очень широк — от нескольких микрометров у интегральных схем и дискретных транзисторов до 400–700 мкм у мощных транзисторов и диодов. Присоединение выводов — наиболее трудоемкая операция во всём цикле изготовления приборов.
Разработано несколько вариантов ультразвуковой сварки кристаллов с выводами: с использованием продольной, поперечной, продольно-поперечной колебательных систем (рис. 3).
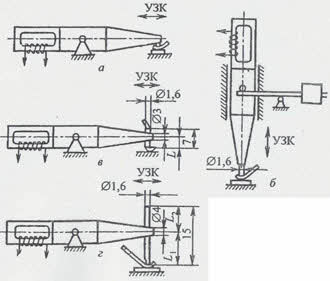
Рис. 3. Схемы выполнения процесса ультразвуковой сварки с использованием продольной (а, 6) и продольно-поперечной (в, г) колебательных систем