Магнитно-импульсная сварка
Установка магнитно-импульсной сварки
В установку для магнитно-импульсной сварки (рис. 1) входят:
- Зарядное устройство #1. Состоит из высоковольтного трансформатора и выпрямителя.
- Коммутирующее устройство #3. Включается при подаче поджигающего импульса на вспомогательный электрод и вызывает разряд батареи высоковольтных конденсаторов #2 на индуктор #4.
Свариваемые детали #5 и #6 устанавливают внахлестку под углом, а одну к другой — с зазором б между ними. Индуктор #4 устанавливают на поверхности, противоположной свариваемой. Чтобы избежать перемещения при сварке, деталь #6 жестко закрепляют в опоре #7. Закрепление детали #5 обеспечивает перемещение ее свариваемого конца в направлении детали #6.
При разрядке батареи конденсаторов в зазоре между индуктором и заготовкой возникает сильное магнитное поле, индуктирующее в этой заготовке ток. Взаимодействие тока индуктора с индуктированным током в заготовке приводит к возникновению сил отталкивания между индуктором #4 и деталью #5. В результате деталь #5 с большой скоростью перемещается от индуктора в направлении неподвижной детали #6. При соударении в зоне контакта развиваются высокие давления и образуется сварное соединение.
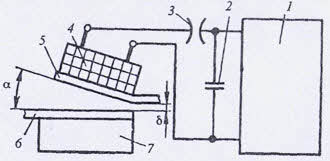
Рис. 1. Принципиальная схема
Особенности магнитно-импульсной сварки
При магнитно-импульсной сварке давление на метаемый элемент передается мгновенно — со скоростью распространения магнитного поля. Движение сообщается не отдельным участкам, как при сварке взрывом, а всей метаемой детали. Чтобы обеспечить последовательное перемещение зоны контакта при сварке, детали устанавливают свариваемыми поверхностями под углом одна к другой, а метаемую деталь перед сваркой обрабатывают «на ус».
Соединение, как и при сварке взрывом, образуется в результате косого соударения свариваемых поверхностей. При этом создаются условия для:
- очистки свариваемых поверхностей от оксидов и загрязнений кумулятивной струей;
- интенсивной пластической деформации поверхностей металла с образованием между ними металлических связей.
Формирование сварного соединения возможно и между параллельно расположенными поверхностями. Тогда рассеяние магнитного поля на концах индуктора вызывает неравномерное распределение давления вдоль образующей метаемого элемента — меньше по концам и больше в средней части. При таком нагружении первоначально прямолинейный метаемый элемент перемещается к моменту встречи с неподвижной деталью и становится выпуклым. Плоское соударение переходит в косое, распространяющееся в общем случае в двух противоположных направлениях от зоны начального контакта.
Схемы магнитно-импульсной сварки
Существуют три основные схемы магнитно-импульсной сварки:
- обжатием трубчатых заготовок с применением индуктора, охватывающего заготовку (рис. 2, а, б, в);
- раздачей трубчатых заготовок с применением индуктора, помещенного внутрь заготовки (рис. 2, г, д, е);
- деформированием листовых заготовок плоским индуктором (рис. 1).
Чтобы предотвратить деформацию тонкостенных элементов в процессе сварки, внутрь трубы #1 (рис. 2, а, б, в) вставляют металлическую оправку. После сварки ее удаляют.
Действие импульсного магнитного поля на метаемый элемент зависит главным образом от длины и числа витков индуктора, напряжения разряда, емкости батареи конденсаторов, энергии разряда, индуктивности и активного сопротивления разрядного контура, площади внутренней поверхности индуктора в поперечном сечении.
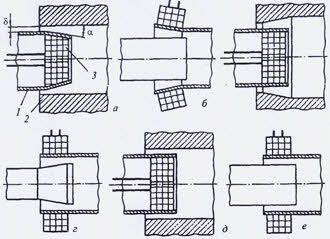
Рис. 2. Схемы осуществления
Применение магнитно-импульсной сварки
Лучше всего применять такой способ сварки для получения всевозможных соединений трубчатых деталей между собой и с другими деталями, а также плоских деталей по наружному и внутреннему контуру. Магнитно-импульсным способом можно сваривать практически любые материалы в однородном и разнородном сочетаниях. Диапазон толщин метаемых деталей составляет 0,5–2,5 мм (рис. 3).
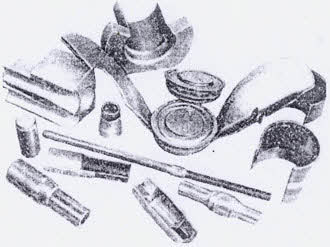
Рис. 3. Изделия, полученные
Одна из главных проблем более широкого применения магнитно-импульсной сварки — получение сильных импульсных магнитных полей при высокой стойкости индуктора. Для разрешения этой проблемы нужно создавать новые и совершенствовать существующие конструкции индукторов, применять высокопрочные материалы для токопроводов и элементов механического усиления, разрабатывать новые схемы магнитно-импульсных установок.