Автоматизированные системы пробивки и отрезки
SALVAGNINI S4XE

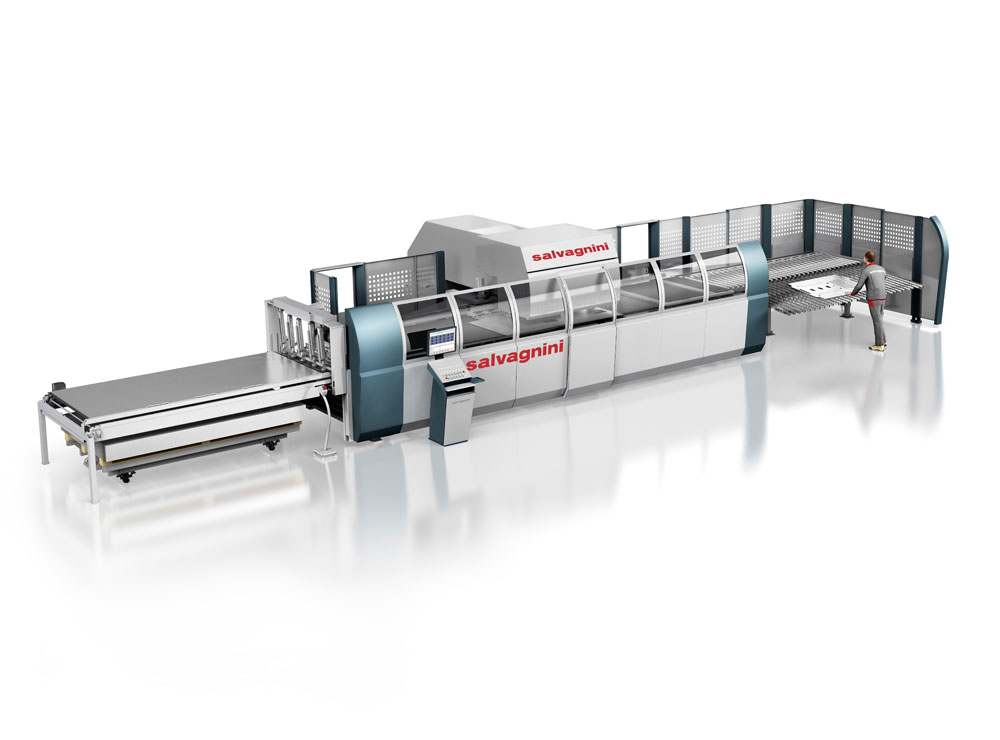
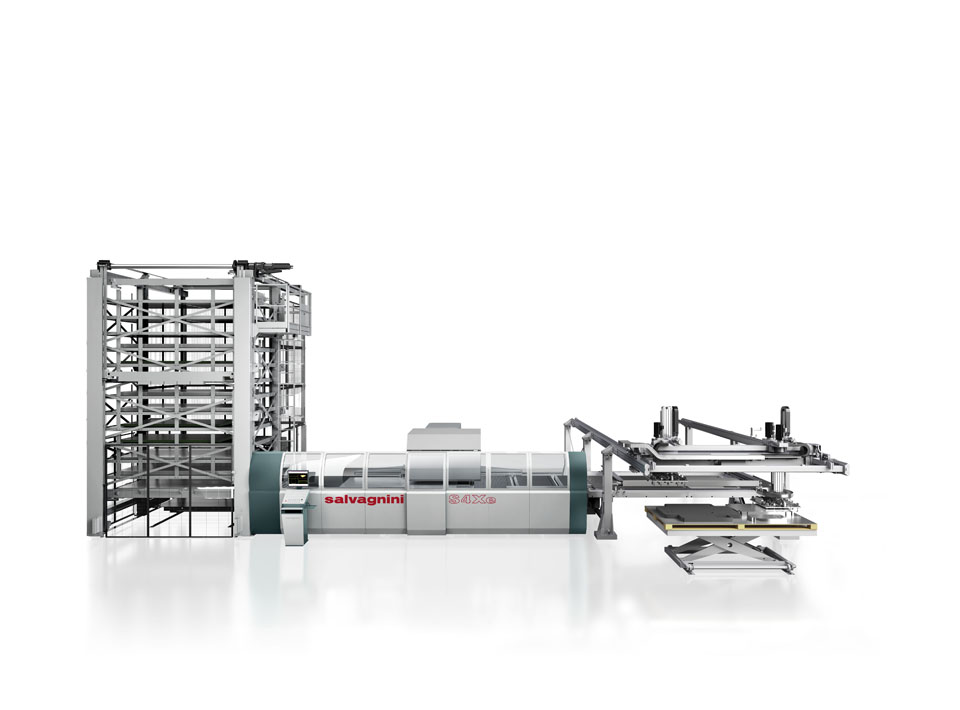












Одно из лучших решений для пробивки и оптимального раскроя листового материала. Концентрация технологий, обеспечивающая высокую производительность и технологическую эффективность. Система с высоким уровнем гибкости, производительности и автоматизации повысит эффективность управления потоком материалов с выполнением раскроя c максимальным снижением общего объема отходов. Благодаря самым современным методам управления и цифровому протоколу связи, способна достигать высочайшего уровня точности и скорости, обеспечивая невероятный уровень качества изделия. Применяются как отдельно стоящее оборудование, так и в составе автоматизированных линий.
S4Xe: Вы выбрали лучшее!

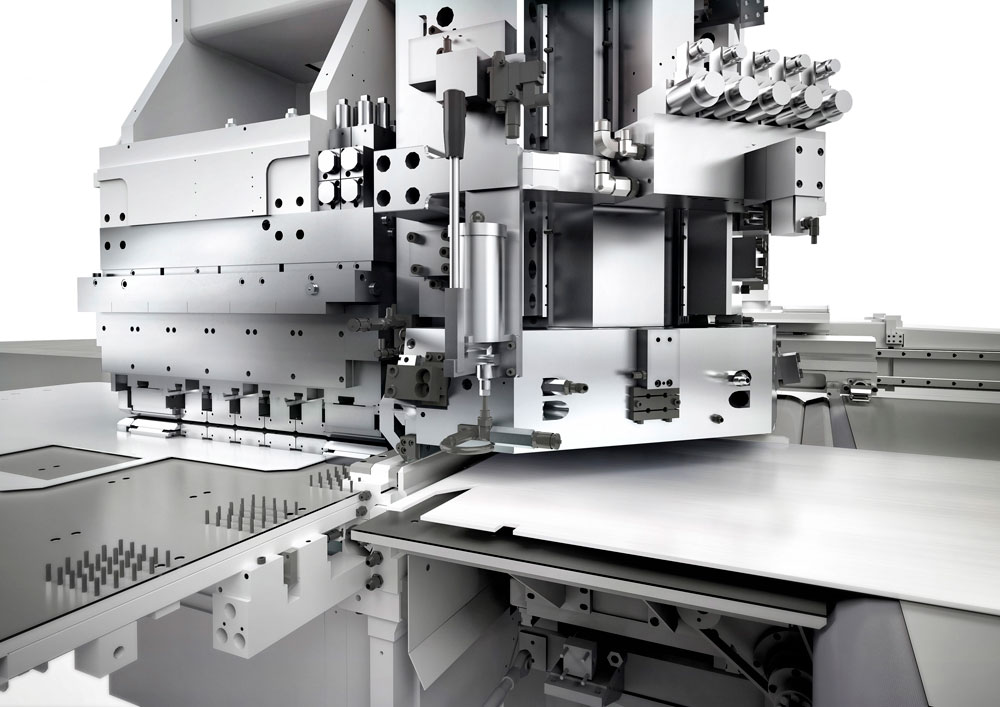
Единая конструкция, без остановки на смену инструмента: многопрессовая головка
Многопрессовая пробивная головка запатентована компанией Salvagnini и имеет матричную конструкцию, в которой пробивные станции оснащены всеми необходимыми для производства инструментами. В отличие от традиционных пробивных машин, где используются один пресс и механизм автоматического перемещения пуансонов и матриц в рабочее положение, в S4Xe одновременно работает столько прессов, сколько имеется в наличии инструментов (до 96-ти инструментов). Поэтому каждый инструмент может выполнять как независимые, так и комбинированные операции, без остановок для смены инструмента. Такой принцип многопрессовой головки ставит систему S4Xe вне конкуренции: как в отношении времени цикла, так и в отношении срока службы инструментов. Компания Salvagnini предлагает 5 различных конфигураций многопрессовой пробивной головки с различным числом позиций, чтобы соответствовать самым разнообразным техническим потребностям каждого отдельного клиента.

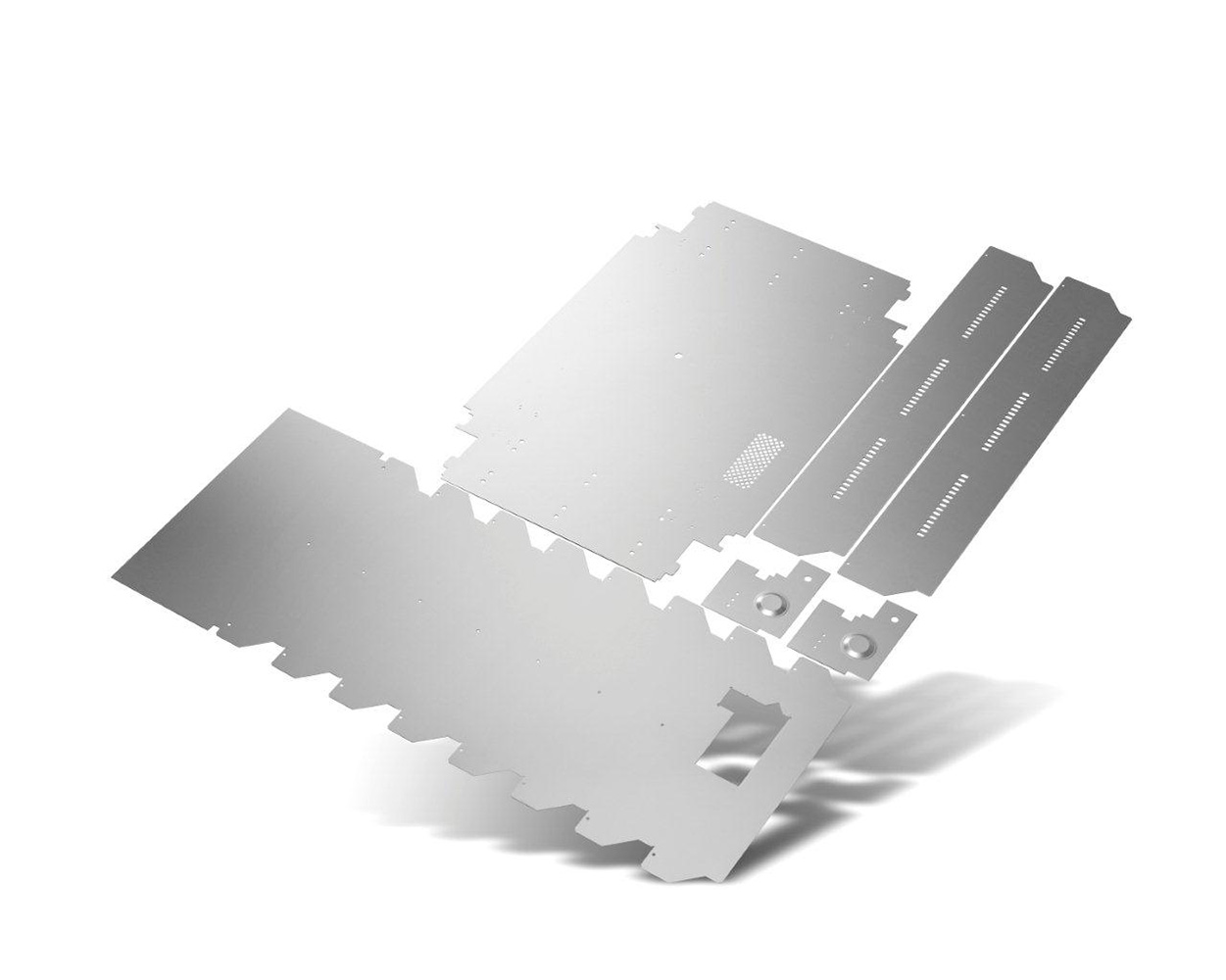
Отсутствие отходов, равномерное производство комплектов: интегрированные ножницы
Интегрированные ножницы, являющиеся частью единой конструкции, расположены рядом с многопрессовой пробивной головкой, что позволило создать компактную, уникальную
систему, которая обеспечивает высокую производительность и эксплуатационные характеристики. Ножницы пробивной машины S4Xe состоят из двух независимых нижних лезвий длиной 500 мм, которые расположены перпендикулярно друг другу, и двух верхних лезвий, той же длины и также расположенных перпендикулярно, которые перемещаются и оборудованы прижимом заготовки. Ножницы могут делать резы любой длины вдоль обеих ортогональных осей и позволяют разделять поступающую заготовку на части любого размера, без образования металлических отходов от пробивки/ резки или от зоны удержания листа захватами.
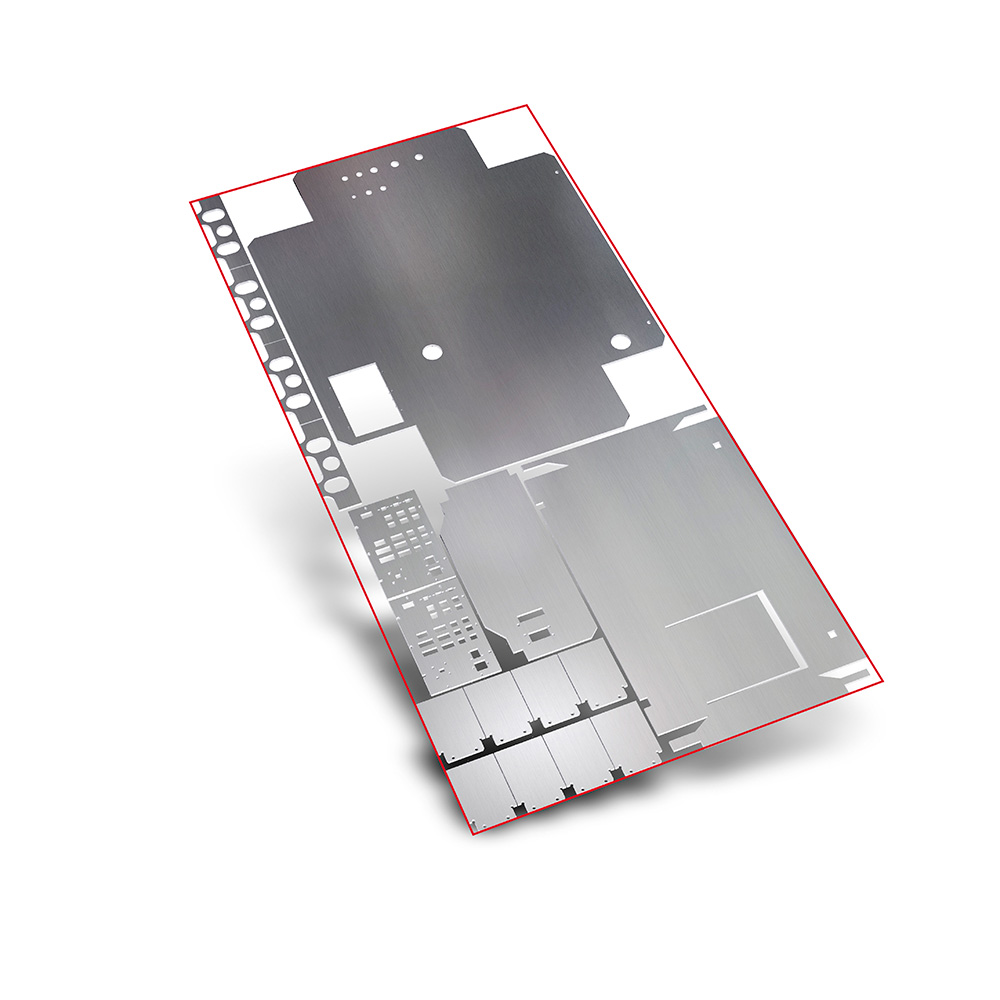
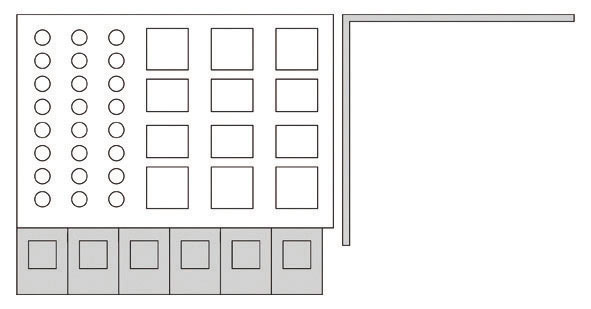
Пробивка и резка (Punch&Cut)
В традиционных системах отдельные детали, получающиеся раскроем одного листа, отрезаются и выгружаются по одной только после выполнения всех пробивок на исходном листе.
Функция Punch&Cut Salvagnini, напротив, распознает пробивки, относящиеся к каждой отдельной детали, группирует их вместе и обрабатывает детали по отдельности. Это повышает точность и повторяемость за счет минимизации напряжений, возникающих в материале, оптимизации дальнейшего производственного потока и равномерного распределения производства при обработке комплектов или многократно повторяющихся деталей (как в гибких производственных линиях).
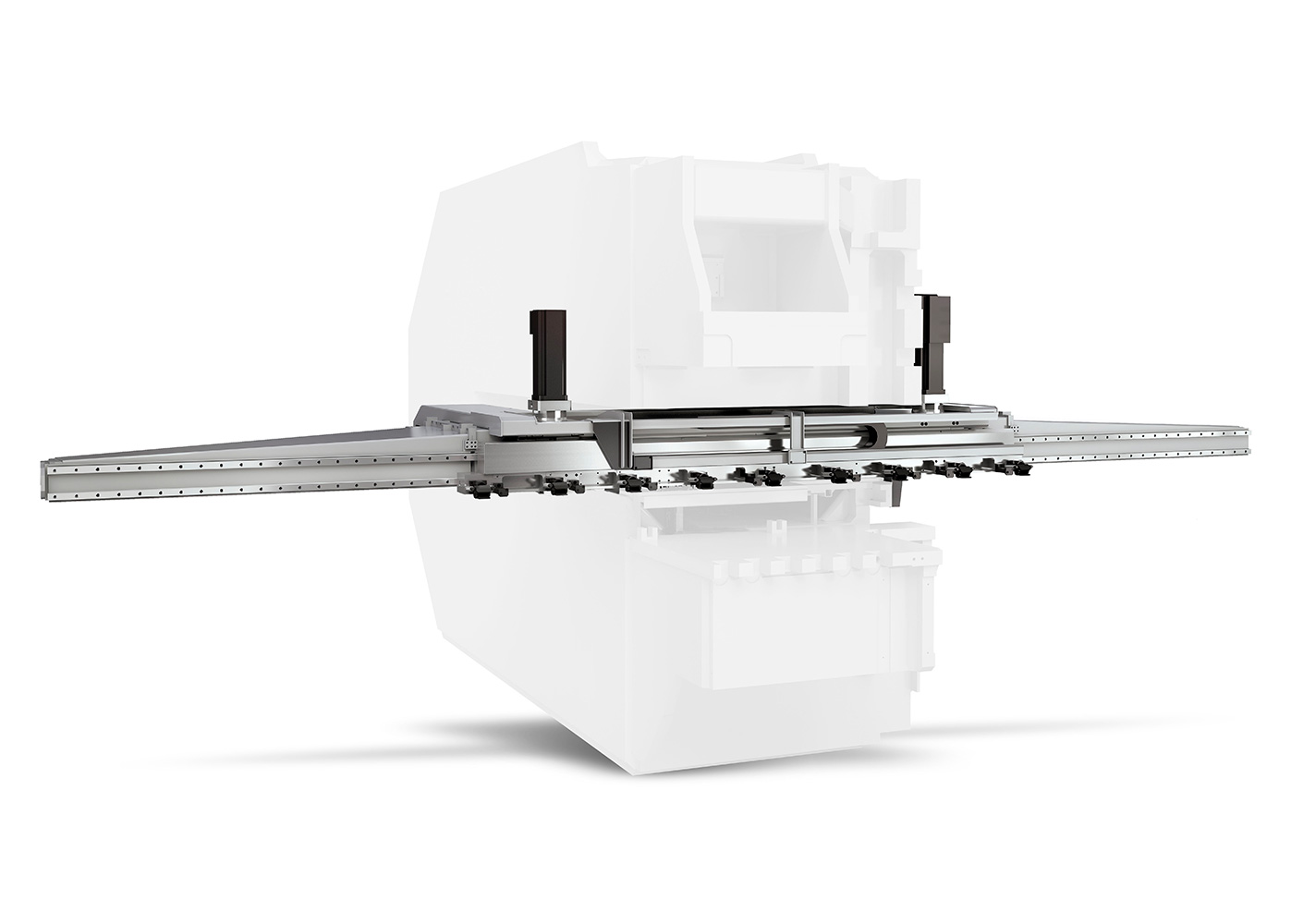
Автоматическое регулирование ускорений и замедлений, снижение продолжительности цикла: манипулятор
Манипулятор (патент Salvagnini) перемещается по направляющим, жестко закрепленным на нижней части C-образной конструкции, что повышает точность позиционирования. Он оборудован легким подвижным захватным устройством с 9 захватами и 9 механическими базирующими упорами для точного центрирования и высокой надежности процесса обработки. Манипулятор оснащен двумя парами бесщеточных двигателей: одна пара использует кинематическую цепь hand-over собственной разработки компании («перехват» движения зубчатой рейки одним двигателем от другого), а вторая - логику синхронного управления независимых приводов. Такое решение дает следующие преимущества:
- Значительное повышение динамики и максимальной скорости манипулятора.
- Сокращение времени цикла, что повышает производительность машины.
- Обеспечение высокой точности обработки за счет идеально сбалансированной осевой нагрузки.
- Улучшенные динамические характеристики даже при обработке толстых листов и на машинах типа 40 (обрабатывающих листы длиной 4 м).
- Сохранение высокой точности по всей длине хода.

Замена инструментов
Замена инструментов, если того требует производство, занимает всего несколько минут. Она включает освобождение патрона инструментодержателя, который перемещается по направляющим типа “ласточкин хвост”, замену пуансона и матрицы и установку патрона на место.

Устройства загрузки
Центр пробивки и резки S4Xe может работать с большим числом загрузочных устройств различного типа: от передающего конвейера до автоматического заборщика, автоматических башенных складов - как однобашенных для отдельных листов, так и многобашенных для паллет с листами. Склад MD представляет собой автоматический склад для пачек листов, осуществляющий подачу на машину отдельных листов параллельно выполнению других операций. Такое решение удовлетворяет широкий диапазон потребностей в области складирования, исключая ненужные перемещения материала и упрощая производство комплектов деталей при использовании различных размеров и материалов.

Устройства выгрузки
Пробитые и/или отрезанные листы могут автоматически направляться в различные сборные ящики, в буфер или на один, или несколько укладчиков, в промежуточные склады или непосредственно на другие обрабатывающие центры. Промежуточный склад идеально подходит для равномерного распределения производства при работе в линии. Деталь, выходящая из S4Xe, попадает на одну из полок склада и правильным образом позиционируется благодаря механическому упору. В отличие от других имеющихся на рынке решений, промежуточный склад Salvagnini работает не по принципу LIFO («last in - first out» - последним поступил, первым выбыл), а в зависимости от процесса, выполняемого далее по потоку, осуществляя позиционирование таким образом, что полка с требуемыми деталями находится напротив подающего конвейера для следующего процесса. Координатный разгрузочный робот MC захватывает пробитые/раскроенные листы по мере их выхода из станка и укладывает их на один или несколько столов при помощи двух захватных устройств с присосками, которые перемещаются вдоль суппорта и могут поворачиваться вокруг вертикальной оси. Поворот манипуляторов позволяет штабелировать детали с обеспечением соответствующей ориентации для последующих обработок. Оба манипулятора могут работать как по отдельности, так и одновременно, в зависимости от размеров детали.

Концепция автоматизации Salvagnini
Salvagnini предлагает очень гибкие системы, подходящие для любых производственных потребностей и способные снизить производственные и текущие расходы, соответствуя при этом самым последним производственным тенденциям и самым конкурентоспособным производственным стратегиям. Благодаря широкому диапазону имеющихся в наличии устройств транспортировки материала S4Xe может работать в безлюдном режиме и легко интегрироваться в гибкие производственные системы (AJS или FMS). Различные устройства загрузки и выгрузки позволяют оптимизировать производственный поток, исключая непроизводительные операции и связанные с ними расходы, обеспечивая, в то же время, высокое качество и окупаемость продукции.
Программное обеспечение S4Xe
JOB.CONSOLE – это комплект программных пакетов, интегрированных в систему управления Six, который позволяет управлять и контролировать систему в графическом режиме. JOB.CONSOLE предоставляет оператору всю информацию, необходимую для осуществления производства, благодаря следующим модулям:
- Salvagnini Console. Главный пульт управления системой, позволяющий интуитивным образом осуществлять сохранение и редактирование производственных программ непосредственно через графический интерфейс и перемещение частей системы в полуавтоматическом режиме под руководством указаний графического интерфейса.
- Maintenance Manager. База данных, которая анализирует перемещения и циклы компонентов системы для простого и последовательного выполнения операций техобслуживания.
- SDEX. Компилятор Salvagnini, который интерпретирует команды программы на базе геометрических принципов и определяет производственный цикл, оптимизируя перемещения металлического листа и продолжительность цикла.
- JOBS4Xe. Прикладная программа, предназначенная для динамического планирования суточного производства. Оператор может создавать последовательность программ, называемую «задание» («Job») или список, на экране. JOBS4Xe позволяет определять очередность, менять, приостанавливать выполнение ряда заданий без прерывания текущего производства.
- DBHT. Графическая база данных, позволяющая проверять установленные в рабочей головке пробивные инструменты. Система предупреждает оператора в случае несовместимости определения оснащения пуансонами с изготавливаемой деталью.
- EasyData. Интегрированное диагностическое программное обеспечение с возможностью интерактивного просмотра документации. EasyData предоставляет информацию по каждому компоненту, управляемому ЧПУ Salvagnini, при помощи фотографий, кодов деталей и автоматических фильтров.

Технологическое программное обеспечение S4Xe
Opera-OPS – это программный пакет, способный удовлетворять запросы, поступающие от систем управления корпоративными ресурсами. Эта программа получает от систем ERP производственные задания, анализирует отличительные параметры, например, количество, коды, приоритет сдачи и заказа; генерирует программу по одной детали, сопрягаясь с приложениями CAD/CAM, и создает рабочие программы для машин системы. При наличии приложение WMS, которое в реальном времени сопрягается с системами управления, обеспечивает полное управление сырьем и полуфабрикатами через весь производственный процесс, оптимизируя расположение поддонов, обеспечивая хранение пачек и динамически отыскивая свободные позиции.
| Технические характеристики | Salvagnini S4Xe.30 | Salvagnini S4Xe.40 |
|---|---|---|
| Максимальные размеры листа (по координатам X x Y), мм x мм | 3048 x 1650 | 4268 x 1650 |
| Максимальная диагональ листа (при которой возможно вращение заготовки), мм | 3470 | 4532 |
| Минимальные размеры листа (по координатам X x Y), мм x мм | 370 x 300 | 370 x 300 |
| Технология пробивки | Многопрессовая головка | Многопрессовая головка |
| Обозначение многоцилиндровой головы и количество позиций под инструмент | H2/76; H3/96; H4/72; H5/64; H6/84 | H2/76; H3/96; H4/72; H5/64; H6/84 |
| Время смены пробивного инструмента, сек | 0 | 0 |
| Возможность одновременного использования двух и более инструментов | Да | Да |
| Минимальная толщина материала, мм | 0.5 | 0.5 |
| Максимальная толщина пробивки для алюминия (200 МПа), мм | 5.0 | 5.0 |
| Максимальная толщина пробивки для нормальной стали (410 МПа), мм | 3.5 | 3.5 |
| Максимальная толщина пробивки для нержавеющей стали (680 МПа), мм | 2.0 | 2.0 |
| Технология раскроя | Одновременные или независимые резы вдоль X и Y | Одновременные или независимые резы вдоль X и Y |
| Регулировка зазора между лезвиями | Автоматическая | Автоматическая |
| Длины лезвий (по координатам X x Y), мм x мм | 500 x 500 | 500 x 500 |
| Максимальная толщина раскроя для алюминия (200 МПа), мм | 5.0 | 5.0 |
| Максимальная толщина раскроя для нормальной стали (410 МПа), мм | 3.5 | 3.5 |
| Максимальная толщина раскроя для нержавеющей стали (680 МПа), мм | 2.0 | 2.0 |
| Максимальная скорость перемещения заготовки по координате X, м/мин | 132 | 132 |
| Максимальная скорость перемещения заготовки по координате Y, м/мин | 96 | 96 |
| Максимальная суммарная скорость перемещения заготовки по двум координатам, м/мин | 163 | 163 |
| Максимальное ускорение по координате X, м/с2 | 30 | 30 |
| Максимальное ускорение по координате Y, м/с2 | 15 | 15 |
| Потребляемая мощность в цикле, кВт | 21.6 | 21.6 |
| Потребляемая мощность в режиме готовности, кВт | 0.7 | 0.7 |
| Максимальная толщина материала, мм | 5 | 5 |
Единая конструкция, без остановки на смену инструмента: многопрессовая головка
Многопрессовая пробивная головка запатентована компанией Salvagnini и имеет матричную конструкцию, в которой пробивные станции оснащены всеми необходимыми для производства инструментами. В отличие от традиционных пробивных машин, где используются один пресс и механизм автоматического перемещения пуансонов и матриц в рабочее положение, в S4Xe одновременно работает столько прессов, сколько имеется в наличии инструментов (до 96-ти инструментов). Поэтому каждый инструмент может выполнять как независимые, так и комбинированные операции, без остановок для смены инструмента. Такой принцип многопрессовой головки ставит систему S4Xe вне конкуренции: как в отношении времени цикла, так и в отношении срока службы инструментов. Компания Salvagnini предлагает 5 различных конфигураций многопрессовой пробивной головки с различным числом позиций, чтобы соответствовать самым разнообразным техническим потребностям каждого отдельного клиента.
Отсутствие отходов, равномерное производство комплектов: интегрированные ножницы
Интегрированные ножницы, являющиеся частью единой конструкции, расположены рядом с многопрессовой пробивной головкой, что позволило создать компактную, уникальную
систему, которая обеспечивает высокую производительность и эксплуатационные характеристики. Ножницы пробивной машины S4Xe состоят из двух независимых нижних лезвий длиной 500 мм, которые расположены перпендикулярно друг другу, и двух верхних лезвий, той же длины и также расположенных перпендикулярно, которые перемещаются и оборудованы прижимом заготовки. Ножницы могут делать резы любой длины вдоль обеих ортогональных осей и позволяют разделять поступающую заготовку на части любого размера, без образования металлических отходов от пробивки/ резки или от зоны удержания листа захватами.
Пробивка и резка (Punch&Cut)
В традиционных системах отдельные детали, получающиеся раскроем одного листа, отрезаются и выгружаются по одной только после выполнения всех пробивок на исходном листе.
Функция Punch&Cut Salvagnini, напротив, распознает пробивки, относящиеся к каждой отдельной детали, группирует их вместе и обрабатывает детали по отдельности. Это повышает точность и повторяемость за счет минимизации напряжений, возникающих в материале, оптимизации дальнейшего производственного потока и равномерного распределения производства при обработке комплектов или многократно повторяющихся деталей (как в гибких производственных линиях).
Автоматическое регулирование ускорений и замедлений, снижение продолжительности цикла: манипулятор
Манипулятор (патент Salvagnini) перемещается по направляющим, жестко закрепленным на нижней части C-образной конструкции, что повышает точность позиционирования. Он оборудован легким подвижным захватным устройством с 9 захватами и 9 механическими базирующими упорами для точного центрирования и высокой надежности процесса обработки. Манипулятор оснащен двумя парами бесщеточных двигателей: одна пара использует кинематическую цепь hand-over собственной разработки компании («перехват» движения зубчатой рейки одним двигателем от другого), а вторая - логику синхронного управления независимых приводов. Такое решение дает следующие преимущества:
- Значительное повышение динамики и максимальной скорости манипулятора.
- Сокращение времени цикла, что повышает производительность машины.
- Обеспечение высокой точности обработки за счет идеально сбалансированной осевой нагрузки.
- Улучшенные динамические характеристики даже при обработке толстых листов и на машинах типа 40 (обрабатывающих листы длиной 4 м).
- Сохранение высокой точности по всей длине хода.
Замена инструментов
Замена инструментов, если того требует производство, занимает всего несколько минут. Она включает освобождение патрона инструментодержателя, который перемещается по направляющим типа “ласточкин хвост”, замену пуансона и матрицы и установку патрона на место.
Устройства загрузки
Центр пробивки и резки S4Xe может работать с большим числом загрузочных устройств различного типа: от передающего конвейера до автоматического заборщика, автоматических башенных складов - как однобашенных для отдельных листов, так и многобашенных для паллет с листами. Склад MD представляет собой автоматический склад для пачек листов, осуществляющий подачу на машину отдельных листов параллельно выполнению других операций. Такое решение удовлетворяет широкий диапазон потребностей в области складирования, исключая ненужные перемещения материала и упрощая производство комплектов деталей при использовании различных размеров и материалов.
Устройства выгрузки
Пробитые и/или отрезанные листы могут автоматически направляться в различные сборные ящики, в буфер или на один, или несколько укладчиков, в промежуточные склады или непосредственно на другие обрабатывающие центры. Промежуточный склад идеально подходит для равномерного распределения производства при работе в линии. Деталь, выходящая из S4Xe, попадает на одну из полок склада и правильным образом позиционируется благодаря механическому упору. В отличие от других имеющихся на рынке решений, промежуточный склад Salvagnini работает не по принципу LIFO («last in - first out» - последним поступил, первым выбыл), а в зависимости от процесса, выполняемого далее по потоку, осуществляя позиционирование таким образом, что полка с требуемыми деталями находится напротив подающего конвейера для следующего процесса. Координатный разгрузочный робот MC захватывает пробитые/раскроенные листы по мере их выхода из станка и укладывает их на один или несколько столов при помощи двух захватных устройств с присосками, которые перемещаются вдоль суппорта и могут поворачиваться вокруг вертикальной оси. Поворот манипуляторов позволяет штабелировать детали с обеспечением соответствующей ориентации для последующих обработок. Оба манипулятора могут работать как по отдельности, так и одновременно, в зависимости от размеров детали.
Концепция автоматизации Salvagnini
Salvagnini предлагает очень гибкие системы, подходящие для любых производственных потребностей и способные снизить производственные и текущие расходы, соответствуя при этом самым последним производственным тенденциям и самым конкурентоспособным производственным стратегиям. Благодаря широкому диапазону имеющихся в наличии устройств транспортировки материала S4Xe может работать в безлюдном режиме и легко интегрироваться в гибкие производственные системы (AJS или FMS). Различные устройства загрузки и выгрузки позволяют оптимизировать производственный поток, исключая непроизводительные операции и связанные с ними расходы, обеспечивая, в то же время, высокое качество и окупаемость продукции.
Программное обеспечение S4Xe
JOB.CONSOLE – это комплект программных пакетов, интегрированных в систему управления Six, который позволяет управлять и контролировать систему в графическом режиме. JOB.CONSOLE предоставляет оператору всю информацию, необходимую для осуществления производства, благодаря следующим модулям:
- Salvagnini Console. Главный пульт управления системой, позволяющий интуитивным образом осуществлять сохранение и редактирование производственных программ непосредственно через графический интерфейс и перемещение частей системы в полуавтоматическом режиме под руководством указаний графического интерфейса.
- Maintenance Manager. База данных, которая анализирует перемещения и циклы компонентов системы для простого и последовательного выполнения операций техобслуживания.
- SDEX. Компилятор Salvagnini, который интерпретирует команды программы на базе геометрических принципов и определяет производственный цикл, оптимизируя перемещения металлического листа и продолжительность цикла.
- JOBS4Xe. Прикладная программа, предназначенная для динамического планирования суточного производства. Оператор может создавать последовательность программ, называемую «задание» («Job») или список, на экране. JOBS4Xe позволяет определять очередность, менять, приостанавливать выполнение ряда заданий без прерывания текущего производства.
- DBHT. Графическая база данных, позволяющая проверять установленные в рабочей головке пробивные инструменты. Система предупреждает оператора в случае несовместимости определения оснащения пуансонами с изготавливаемой деталью.
- EasyData. Интегрированное диагностическое программное обеспечение с возможностью интерактивного просмотра документации. EasyData предоставляет информацию по каждому компоненту, управляемому ЧПУ Salvagnini, при помощи фотографий, кодов деталей и автоматических фильтров.
Технологическое программное обеспечение S4Xe
Opera-OPS – это программный пакет, способный удовлетворять запросы, поступающие от систем управления корпоративными ресурсами. Эта программа получает от систем ERP производственные задания, анализирует отличительные параметры, например, количество, коды, приоритет сдачи и заказа; генерирует программу по одной детали, сопрягаясь с приложениями CAD/CAM, и создает рабочие программы для машин системы. При наличии приложение WMS, которое в реальном времени сопрягается с системами управления, обеспечивает полное управление сырьем и полуфабрикатами через весь производственный процесс, оптимизируя расположение поддонов, обеспечивая хранение пачек и динамически отыскивая свободные позиции.
в полной версии







С 1963 года компания Salvagnini является серьезным участником в секторе гибкой автоматизации благодаря выпускаемым системам для обработки листов самого передового уровня, способного удовлетворить запросы любых заказчиков в самых разнообразных областях применения.


