Гидравлические гибочные прессы
HILALSAN ADVANCED










- Рама станка сделана по передовой технологии — с очень точными допусками и снятием напряжений с помощью больших сварных компонентов. Все точки растяжения сконструированы с большими радиусами и предварительным напряжением, исключающим появление трещин в сварных швах.
- Геометрия нижних столов и верхней траверсы рассчитана на оптимальное значение минимальной деформации.
- Верхняя траверса спроектирована так, чтобы роликовые подшипники, поршневые подшипники и манжеты могли компенсировать вертикальные нагрузки.
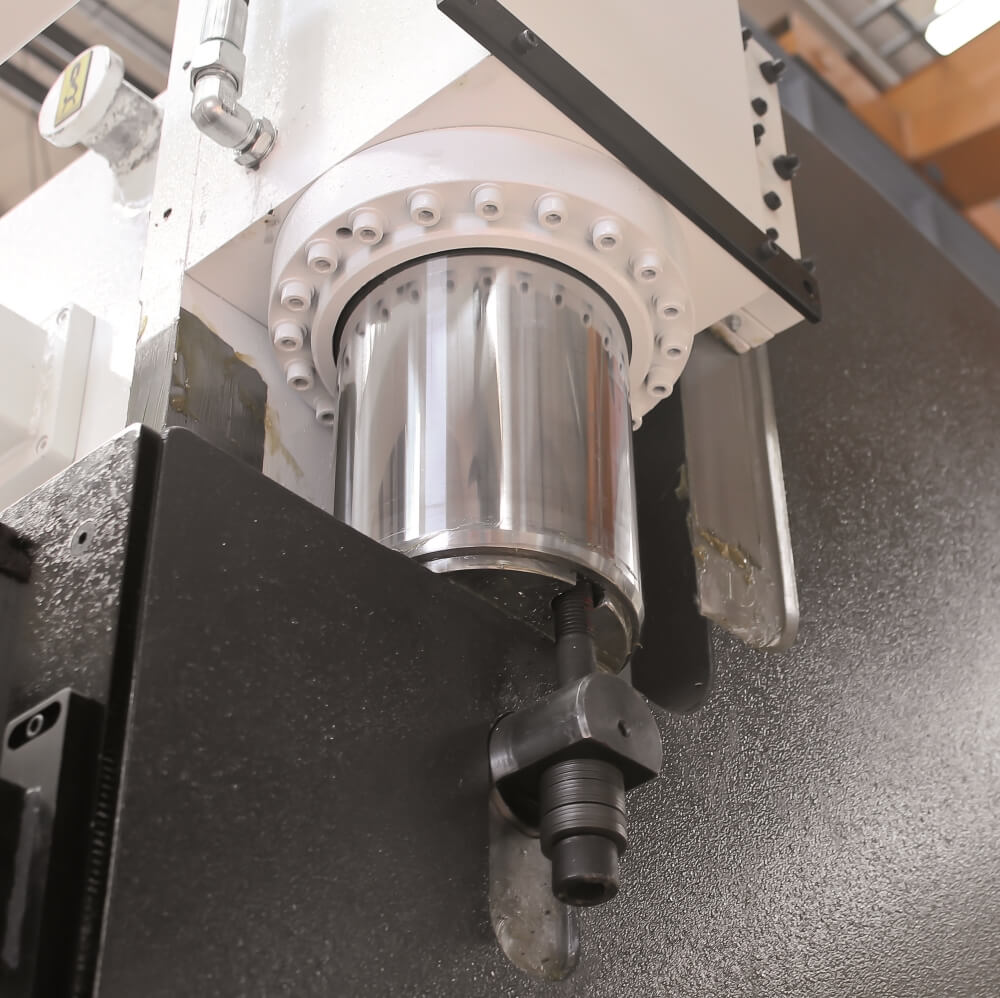
- Гидравлический цилиндр спроектирован как двухсторонний и отполирован до шероховатости поверхности не более 2 мкм. Это обеспечивает максимальную износостойкость. Корпуса цилиндров изготавливают ковкой по стандарту SAE 1040.
- Гидравлические цилиндры прикреплены к передней части стоек болтами и кулачками, чтобы обеспечить отличное выравнивание и балансировку нагрузки.
- Особенности поршневой головки: манжеты типа Omega снабжены широкими бронзовыми подшипниками, полуугольными втулками.
- Поршни обрабатываются прецизионным шлифованием с дальнейшей закалкой и хромированием, что гарантирует высокую износостойкость поверхности поршней.
- Регулируемые верхние направляющие изготовлены из материалов с низким коэффициентом трения. Эти направляющие расположены так, чтобы регулировать положение верхней траверсы.
- Гидравлическая система позволяет точно управлять положением верхней траверсы.
- Система задних упоров сделана с учетом возможного негативного влияния окружающей среды. Подшипники заднего упора двухрядные и рассчитаны для работы в тяжелых условиях. Специальные подшипники с защитой применяются против пыли и других частиц, которые накапливаются в линейных в процессе работы.
- Наружная поверхность машины окрашена двумя слоями краски толщиной не менее 60 микрон для защиты от погодных условий. Сушка после окраски производится поэтапно в разных временных и температурных режимах.
- Стандартная комплектация включает числовое управление осями Y1, Y2, X.

Стандартная комплектация
- Контроллер Cybelec Touch 8 с цветным сенсорным экраном.
- Моторизированный задний упор с приводом от сервомотора управляемый по оси Х с двумя пальцами заднего упора.
- Система верхних зажимов европейского типа.
- Комплект верхнего инструмента европейского типа (110 / 75o / h66 мм или 110 / 75o / h105 мм).
- Комплект матриц европейского типа 4V H: 60x60 мм.
- Нижний узкий стол.
- Передние опоры, скользящие вдоль линии гиба — 2 шт.
- Ножная педаль с кнопкой аварийного останова.
- Подсветка зоны гибки.
- Фотоэлектрическая защита задней зоны.
- Лазерная система защиты рук.

Опции
- Управляющая стойка ЧПУ.
- Задний упор с управляемыми осями X1, X2, R1, R2, Z1, Z2, X5, X6.
- Нижний стол.
- Передняя лазерная система безопасности.
- Комплект многоручьевых матриц типа Hilalsan.
- Гидравлическая система верхнего зажима инструмента типа WILA.
- Гидравлическая система нижнего зажима инструмента типа WILA.
- Комплект гибочного инструмента(верхний и нижний).
- Система подогрева масла.
- Система охлаждения масла.
- Ручная центральная система смазки.
- Моторизованная центральная система смазки.
- Дополнительная ножная педаль.
- Специальный полноразмерный защитный кожух (станки от 3 до 4 метров).
- Моторизованная система бомбирования типа WILA.

Системы ЧПУ
- Cybelec Touch 8 2D.
- Cybelec Touch 12 2D.
- Cybelec ModEva PAC 2D.
- Cybelec ModEva 19T 3D.
- Cybelec ModEva RA 3D.
- Delem DA58T 2D.
- Delem DA69T 3D.
- И др.
Ручная или моторизованная система бомбирования типа WILA, управляемая от ЧПУ
Система бомбирования распределяет изгибающую силу равномерно по поверхности изгибаемой детали. Это помогает прийти к оптимальному результату при гибке детали с большим усилием или большой длины.
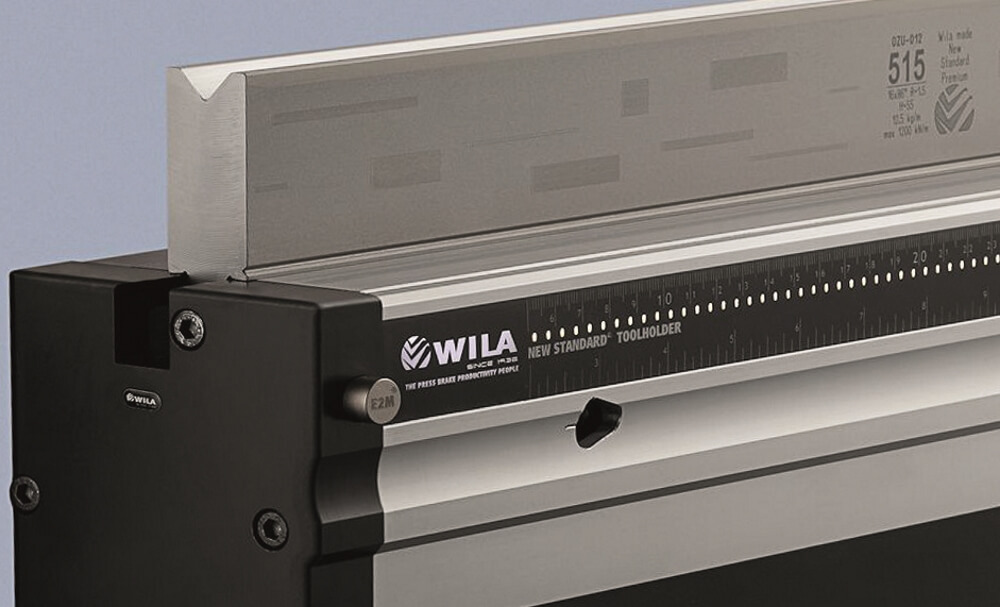
Система крепления WILA
Гидравлическая система крепления верхнего и нижнего зажима типа WILA.

Двигатели и приводы Mitsubishi
Движение пальцев заднего упора в гидравлических прессах управляется с ЧПУ. Высокопроизводительные сервоприводы Mitsubishi обеспечивают перемещения пальцев заднего упора и гарантируют точность детали. Также в прессе использованы компоненты электрооборудования от Siemens, Telemecanique и Schneider.
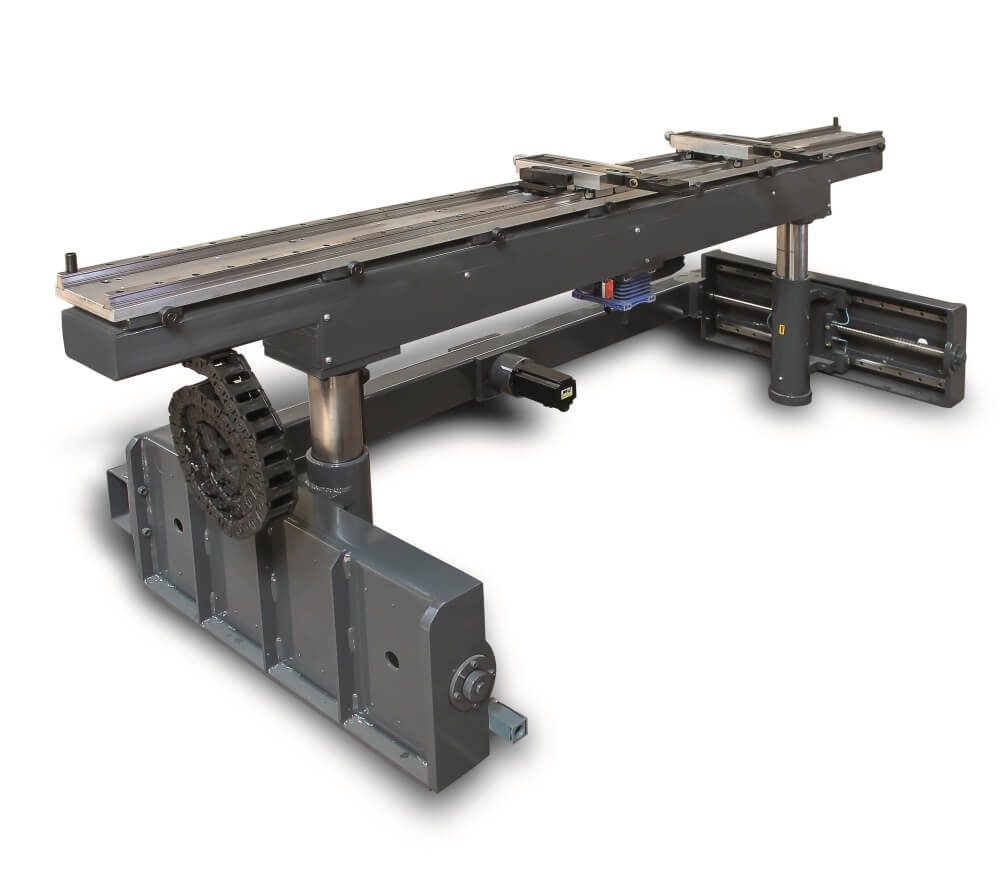
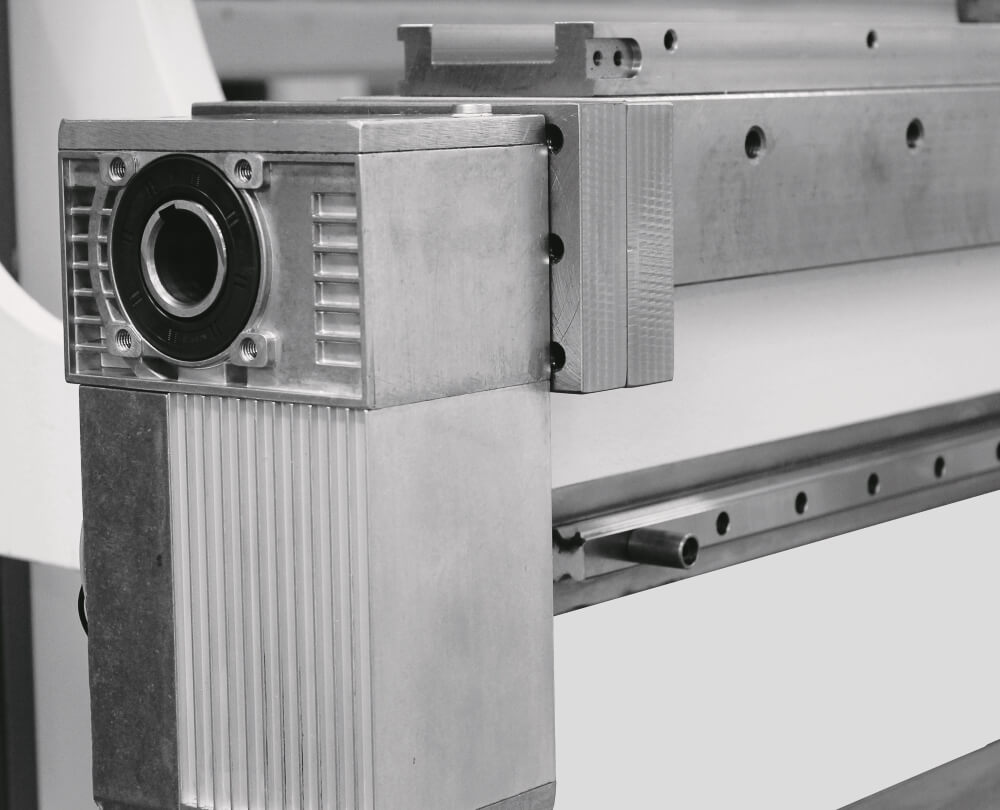
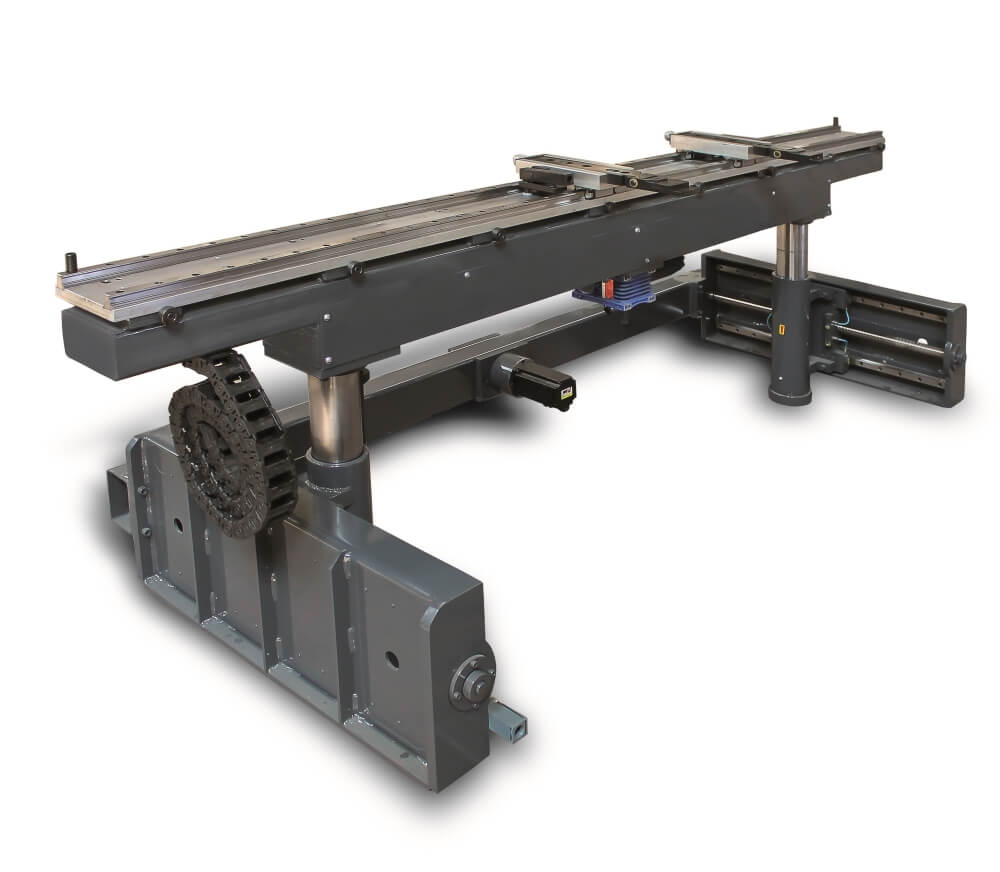
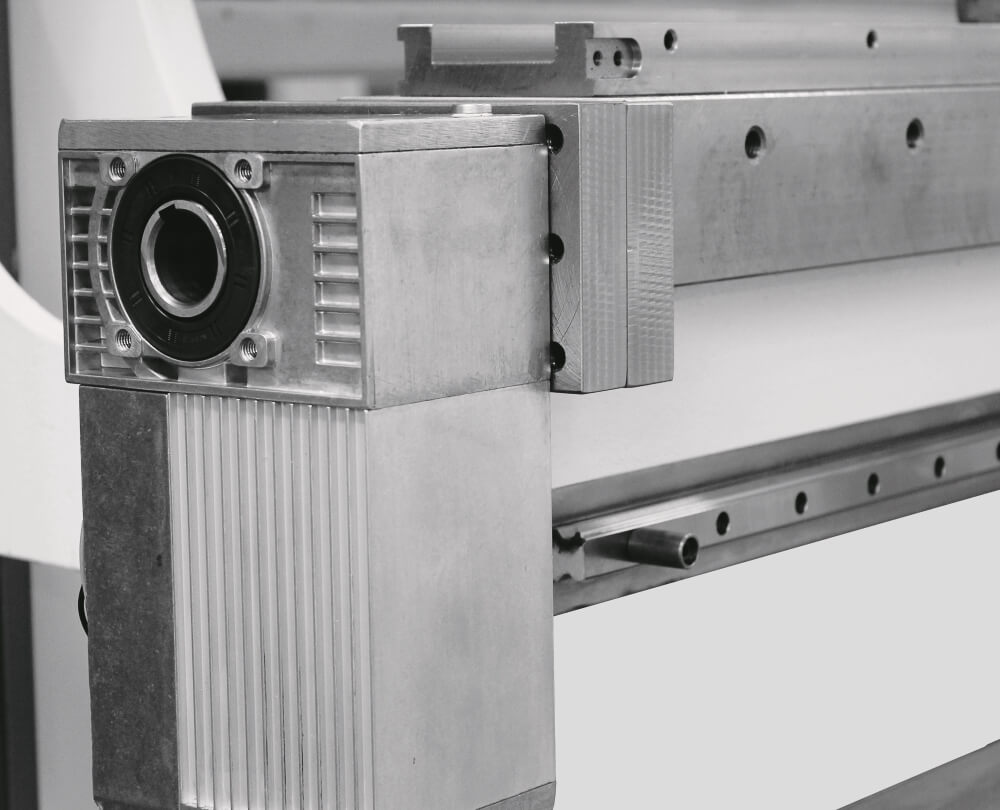
Системы заднего упора
Важнейший фактор прецизионной гибки на листогибочных прессах — система задних упоров. Прессы Hilalsan сконструированы со специальной, мощной и точной системой задних упоров, которая перемещается по линейными направляющим на боковинах и ШВП. Такая конструкция отличается крепким механическим каркасом и выдерживает большие нагрузки. Пальцевые блоки заднего упора движутся по верхнему двойному алюминиевому профилю. Эти пальцевые блоки упорных очень чувствительны и их можно регулировать по всем осям.
- Задний упор с управлением по оси Х.
- Задний упор с управлением по осям Х-R.
- Задний упор с управлением по осям X-R-Z1-Z2.
- Задний упор с управлением по осям X-R-Z1-Z2-X5-X6.
- Задний упор ATF X1-X2-R1-R2-Z1-Z2.
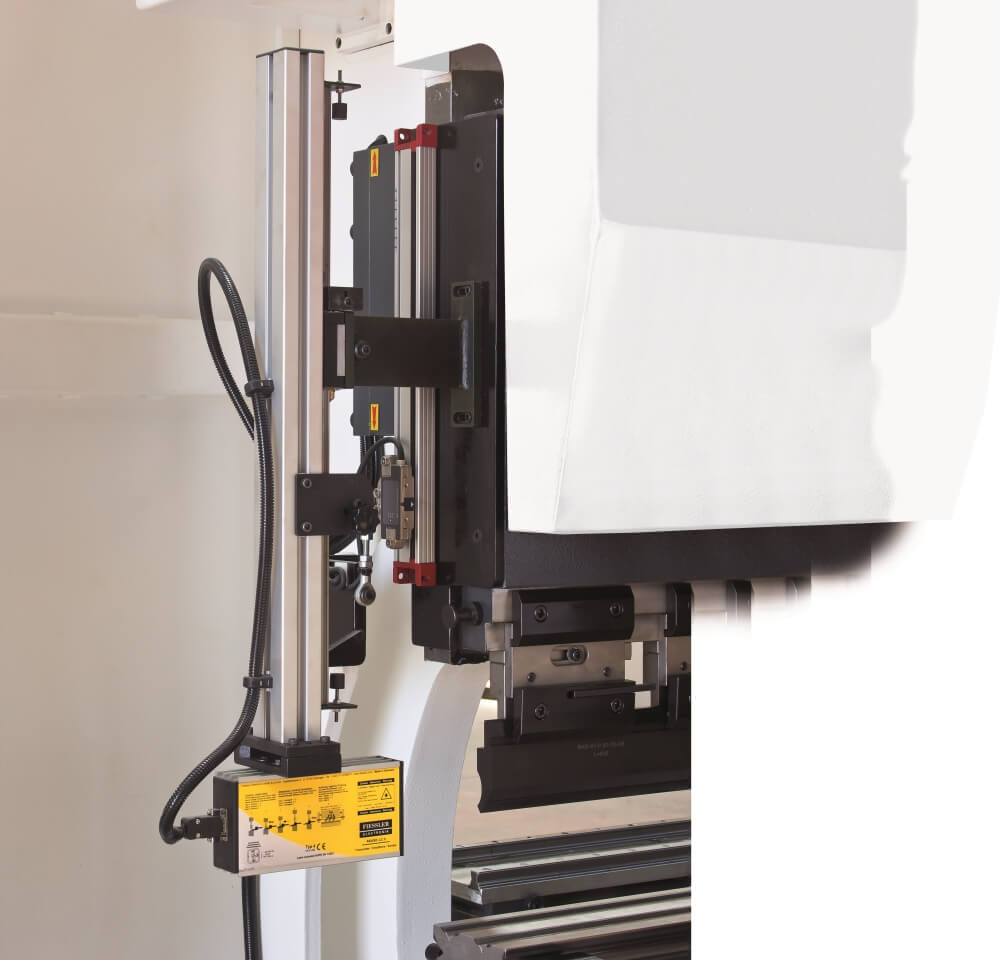
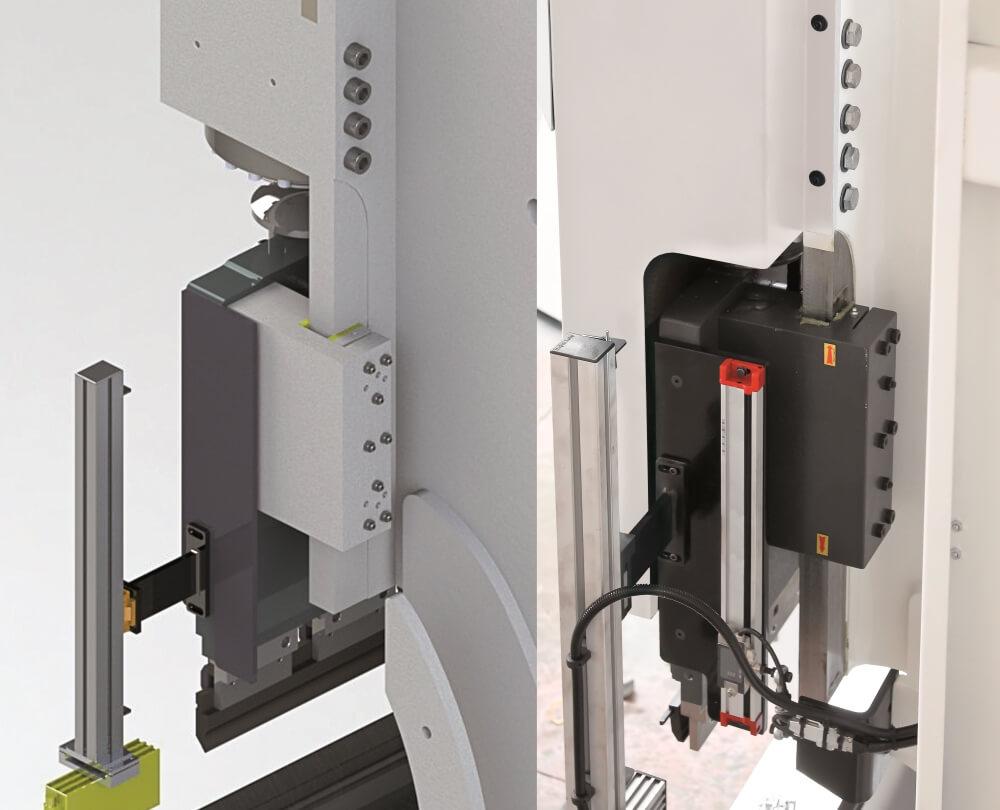
Лазерная система безопасности
Легко управляемая фронтальная лазерная защита пальцев с линейными направляющими и цифровой магнитной линейкой GIVI Magnescale.
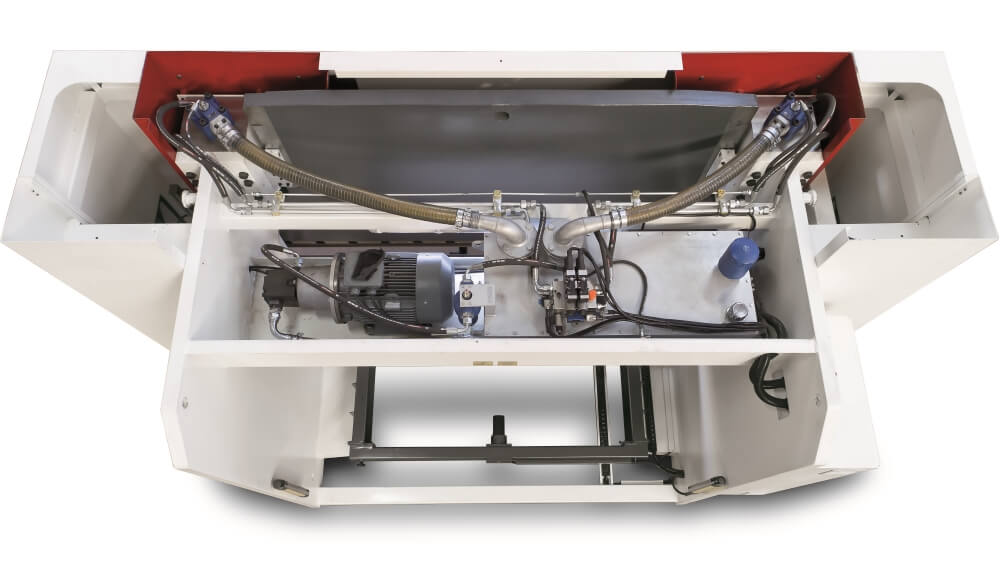
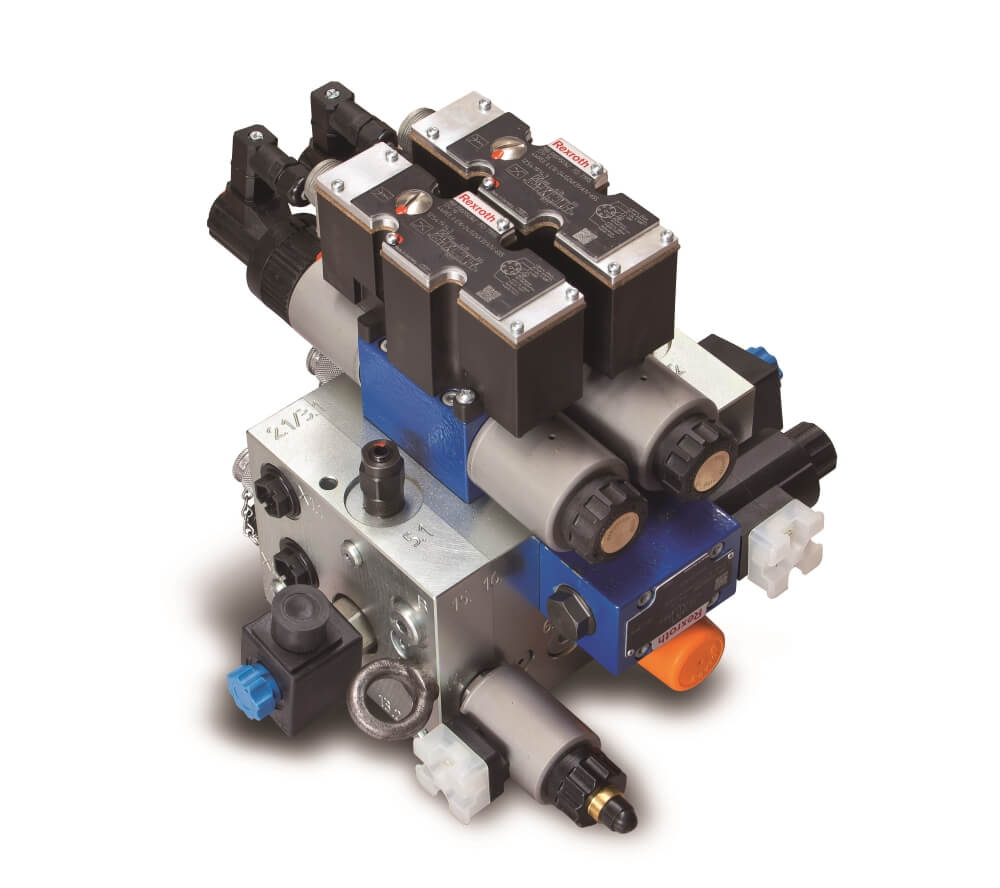
Гидравлические системы от ведущих европейских производителей
Гидравлические блоки, клапаны, насосы, фильтры и другие компоненты от REXROTH, HÖERBİGER и других производителей.

Система смазки
Ручная или моторизованная центральная система смазки.
Конструкция верхней траверсы
Верхняя траверса крепится на двойных пружинах и с помощью соединения сферического подшипника с цилиндрами. Это обпеспечивает дополнительную безопасность. Параллельность верхней траверсы можно регулировать с большей точностью, и пропорциональные клапаны могут работать синхронно.

Обработка станины
Для повышения точности гибки станина листогибов фрезеруется на 5-осевых центрах с ЧПУ.
| Технические характеристики | CAP-1360 | CAP-2060 | CAP-26100 | CAP-3100 | CAP-3135 | CAP-3175 | CAP-3220 | CAP-3270 | CAP-3320 | CAP-3400 | CAP-37175 | CAP-37220 | CAP-37320 | CAP-4135 | CAP-4175 | CAP-4220 | CAP-4270 | CAP-4320 | CAP-4400 | CAP-6220 | CAP-6320 | CAP-6400 | CAP-6600 | CAP-6800 | CAP-61000 | CAP-61250 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Максимальное усилие пресса, кН | 600 | 600 | 1000 | 1000 | 1350 | 1750 | 2200 | 2700 | 3200 | 4000 | 1750 | 2200 | 3200 | 1350 | 1750 | 2200 | 2700 | 3200 | 4000 | 2200 | 3200 | 4000 | 6000 | 8000 | 10000 | 12500 |
| Рабочая длина, мм | 1300 | 2100 | 2600 | 3100 | 3100 | 3100 | 3100 | 3100 | 3100 | 3100 | 3700 | 3700 | 3700 | 4100 | 4100 | 4100 | 4100 | 4100 | 4100 | 6100 | 6100 | 6100 | 6100 | 6100 | 6100 | 6100 |
| Расстояние между стойками, мм | 1100 | 1700 | 2200 | 2600 | 2600 | 2600 | 2600 | 2600 | 2600 | 2550 | 3200 | 3200 | 3200 | 3600 | 3600 | 3600 | 3600 | 3600 | 3550 | 5100 | 5100 | 5100 | 5100 | 5100 | 5100 | 5100 |
| Зев, мм | 310 | 310 | 310 | 410 | 410 | 410 | 410 | 410 | 510 | 510 | 410 | 410 | 510 | 410 | 410 | 410 | 410 | 510 | 510 | 410 | 510 | 510 | 510 | 610 | 610 | 610 |
| Максимальный ход траверсы, мм | 185 | 185 | 205 | 265 | 265 | 265 | 265 | 265 | 315 | 315 | 265 | 265 | 315 | 265 | 265 | 265 | 265 | 315 | 315 | 265 | 315 | 315 | 365 | 415 | 515 | 515 |
| Скорость опускания траверсы, мм/с | 140 | 140 | 140 | 140 | 140 | 130 | 130 | 110 | 100 | 90 | 120 | 110 | 90 | 120 | 120 | 100 | 100 | 90 | 90 | 80 | 80 | 70 | 70 | 70 | 70 | 70 |
| Скорость гибки, мм/с | 10 | 10 | 10 | 10 | 10 | 10 | 10 | 9 | 9 | 8 | 10 | 10 | 9 | 10 | 10 | 9 | 8 | 8 | 8 | 8 | 8 | 8 | 7 | 6 | 5 | 5 |
| Скорость возврата, мм/с | 120 | 120 | 110 | 110 | 100 | 100 | 100 | 100 | 90 | 80 | 100 | 100 | 90 | 100 | 100 | 100 | 80 | 80 | 80 | 80 | 80 | 60 | 70 | 60 | 60 | 60 |
| Расстояние между столом и траверсой, мм | 390 | 390 | 410 | 485 | 485 | 485 | 485 | 485 | 535 | 530 | 485 | 485 | 535 | 485 | 485 | 485 | 485 | 535 | 535 | 485 | 535 | 535 | 585 | 635 | 735 | 735 |
| Мощность главного привода, кВт | 5,5 | 7,5 | 11 | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 18.5 | 22 | 30 | 15 | 18.5 | 22 | 22 | 30 | 37 | 30 | 30 | 37 | 45 | 55 | 55 | 90 |
| Ход X (стандартный упор), мм | 500 | 500 | 500 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 | 750 |
| Скорость X (стандартный упор), мм/с | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Ход R (стандартный упор), мм | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 | 200 |
| Скорость R (стандартный упор), мм/с | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| Примерная масса станка, кг | 3800 | 4500 | 7000 | 7800 | 9000 | 10000 | 12000 | 13000 | 14500 | 18500 | 11500 | 13500 | 18000 | 10500 | 1200 | 15000 | 17500 | 20500 | 25000 | 24000 | 28000 | 35500 | 54000 | 70000 | 78000 | 97000 |
| Длина, мм | 2150 | 3050 | 3400 | 3900 | 3900 | 3900 | 3950 | 3950 | 4000 | 4050 | 4550 | 4550 | 4600 | 4950 | 4950 | 4950 | 4950 | 5000 | 5000 | 7000 | 7000 | 7050 | 7200 | 7200 | 7400 | 7400 |
| Ширина, мм | 1500 | 1650 | 1850 | 1950 | 1950 | 2000 | 2000 | 2000 | 2250 | 2250 | 2000 | 2000 | 2250 | 2000 | 2000 | 2000 | 2000 | 2250 | 2250 | 2000 | 2250 | 2250 | 2650 | 3100 | 3250 | 3300 |
| Высота, мм | 2300 | 2350 | 2650 | 2750 | 2800 | 2850 | 2900 | 2950 | 3150 | 3250 | 2900 | 3000 | 3200 | 2850 | 2950 | 3000 | 3000 | 3200 | 3300 | 3350 | 3500 | 3700 | 3900 | 4200 | 4500 | 5300 |
| Глубина ямы в полу, мм | 700 | 900 | 1050 | 1200 |
Стандартная комплектация
- Контроллер Cybelec Touch 8 с цветным сенсорным экраном.
- Моторизированный задний упор с приводом от сервомотора управляемый по оси Х с двумя пальцами заднего упора.
- Система верхних зажимов европейского типа.
- Комплект верхнего инструмента европейского типа (110 / 75o / h66 мм или 110 / 75o / h105 мм).
- Комплект матриц европейского типа 4V H: 60x60 мм.
- Нижний узкий стол.
- Передние опоры, скользящие вдоль линии гиба — 2 шт.
- Ножная педаль с кнопкой аварийного останова.
- Подсветка зоны гибки.
- Фотоэлектрическая защита задней зоны.
- Лазерная система защиты рук.
Опции
- Управляющая стойка ЧПУ.
- Задний упор с управляемыми осями X1, X2, R1, R2, Z1, Z2, X5, X6.
- Нижний стол.
- Передняя лазерная система безопасности.
- Комплект многоручьевых матриц типа Hilalsan.
- Гидравлическая система верхнего зажима инструмента типа WILA.
- Гидравлическая система нижнего зажима инструмента типа WILA.
- Комплект гибочного инструмента(верхний и нижний).
- Система подогрева масла.
- Система охлаждения масла.
- Ручная центральная система смазки.
- Моторизованная центральная система смазки.
- Дополнительная ножная педаль.
- Специальный полноразмерный защитный кожух (станки от 3 до 4 метров).
- Моторизованная система бомбирования типа WILA.
Системы ЧПУ
- Cybelec Touch 8 2D.
- Cybelec Touch 12 2D.
- Cybelec ModEva PAC 2D.
- Cybelec ModEva 19T 3D.
- Cybelec ModEva RA 3D.
- Delem DA58T 2D.
- Delem DA69T 3D.
- И др.
Ручная или моторизованная система бомбирования типа WILA, управляемая от ЧПУ
Система бомбирования распределяет изгибающую силу равномерно по поверхности изгибаемой детали. Это помогает прийти к оптимальному результату при гибке детали с большим усилием или большой длины.
Система крепления WILA
Гидравлическая система крепления верхнего и нижнего зажима типа WILA.
Двигатели и приводы Mitsubishi
Движение пальцев заднего упора в гидравлических прессах управляется с ЧПУ. Высокопроизводительные сервоприводы Mitsubishi обеспечивают перемещения пальцев заднего упора и гарантируют точность детали. Также в прессе использованы компоненты электрооборудования от Siemens, Telemecanique и Schneider.
Системы заднего упора
Важнейший фактор прецизионной гибки на листогибочных прессах — система задних упоров. Прессы Hilalsan сконструированы со специальной, мощной и точной системой задних упоров, которая перемещается по линейными направляющим на боковинах и ШВП. Такая конструкция отличается крепким механическим каркасом и выдерживает большие нагрузки. Пальцевые блоки заднего упора движутся по верхнему двойному алюминиевому профилю. Эти пальцевые блоки упорных очень чувствительны и их можно регулировать по всем осям.
- Задний упор с управлением по оси Х.
- Задний упор с управлением по осям Х-R.
- Задний упор с управлением по осям X-R-Z1-Z2.
- Задний упор с управлением по осям X-R-Z1-Z2-X5-X6.
- Задний упор ATF X1-X2-R1-R2-Z1-Z2.
Лазерная система безопасности
Легко управляемая фронтальная лазерная защита пальцев с линейными направляющими и цифровой магнитной линейкой GIVI Magnescale.
Гидравлические системы от ведущих европейских производителей
Гидравлические блоки, клапаны, насосы, фильтры и другие компоненты от REXROTH, HÖERBİGER и других производителей.
Система смазки
Ручная или моторизованная центральная система смазки.
Конструкция верхней траверсы
Верхняя траверса крепится на двойных пружинах и с помощью соединения сферического подшипника с цилиндрами. Это обпеспечивает дополнительную безопасность. Параллельность верхней траверсы можно регулировать с большей точностью, и пропорциональные клапаны могут работать синхронно.
Обработка станины
Для повышения точности гибки станина листогибов фрезеруется на 5-осевых центрах с ЧПУ.
в полной версии
| Модельный ряд | Максимальное усилие пресса, кН | Рабочая длина, мм | Максимальный ход траверсы, мм |
|---|---|---|---|
| CAP-1360 | 600 | 1300 | 185 |
| CAP-2060 | 600 | 2100 | 185 |
| CAP-26100 | 1000 | 2600 | 205 |
| CAP-3100 | 1000 | 3100 | 265 |
| CAP-3135 | 1350 | 3100 | 265 |
| CAP-3175 | 1750 | 3100 | 265 |
| CAP-3220 | 2200 | 3100 | 265 |
| CAP-3270 | 2700 | 3100 | 265 |
| CAP-3320 | 3200 | 3100 | 315 |
| CAP-3400 | 4000 | 3100 | 315 |
| CAP-37175 | 1750 | 3700 | 265 |
| CAP-37220 | 2200 | 3700 | 265 |
| CAP-37320 | 3200 | 3700 | 315 |
| CAP-4135 | 1350 | 4100 | 265 |
| CAP-4175 | 1750 | 4100 | 265 |
| CAP-4220 | 2200 | 4100 | 265 |
| CAP-4270 | 2700 | 4100 | 265 |
| CAP-4320 | 3200 | 4100 | 315 |
| CAP-4400 | 4000 | 4100 | 315 |
| CAP-6220 | 2200 | 6100 | 265 |
| CAP-6320 | 3200 | 6100 | 315 |
| CAP-6400 | 4000 | 6100 | 315 |
| CAP-6600 | 6000 | 6100 | 365 |
| CAP-6800 | 8000 | 6100 | 415 |
| CAP-61000 | 10000 | 6100 | 515 |
| CAP-61250 | 12500 | 6100 | 515 |









Мы подготовили полезную информацию о технологиях листообработки, поделились своим экспертным мнением о них и ответили на самые распространенные вопросы.

Основанная в 1984 году, компания HILALSAN начала свою деятельность с изготовления ручных станков для листового металла, а теперь производит комбинированные гидравлические пресс-ножницы, вертикальные гибочные прессы с ЧПУ, электро-механические и гидравлические ножницы с ЧПУ.





Мы подготовили полезную информацию о технологиях листообработки, поделились своим экспертным мнением о них и ответили на самые распространенные вопросы.


