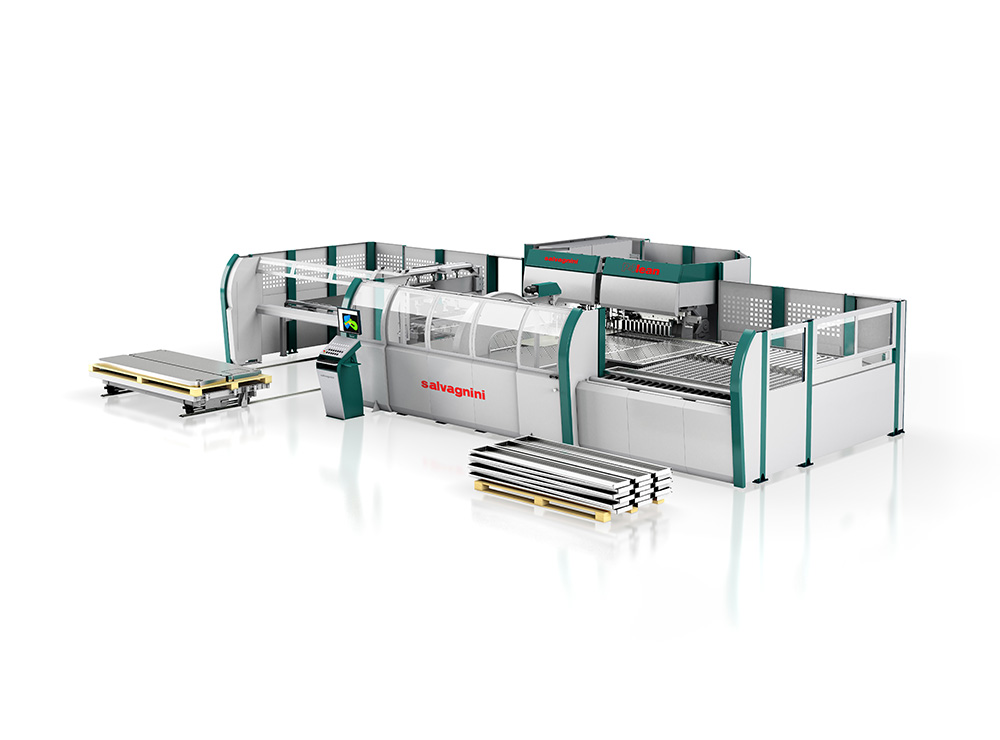
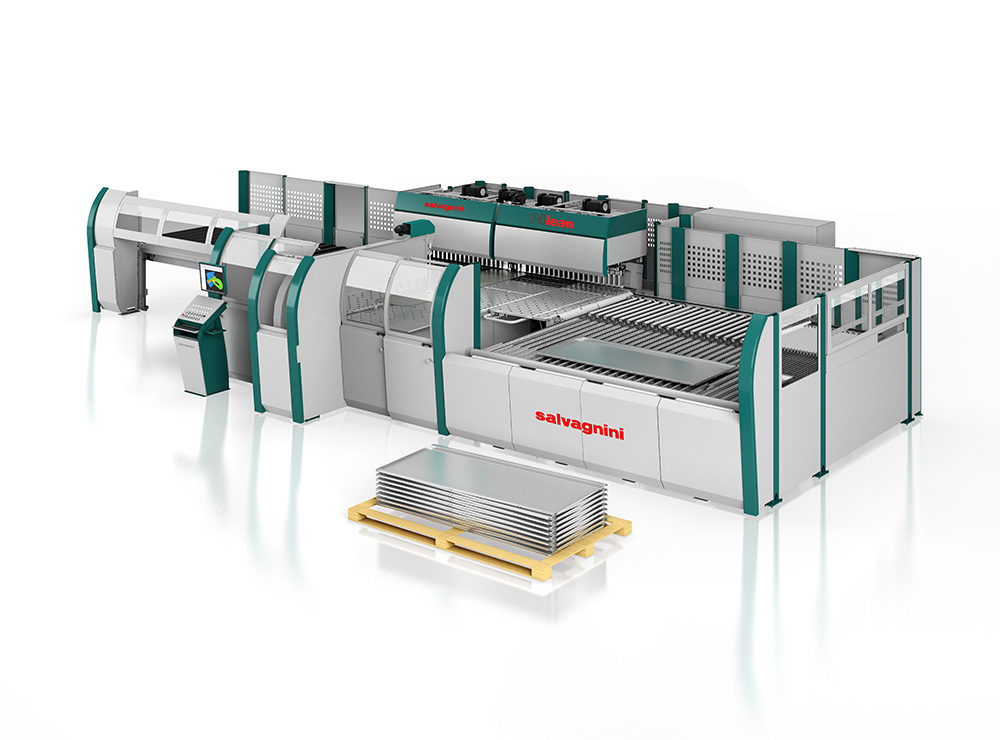
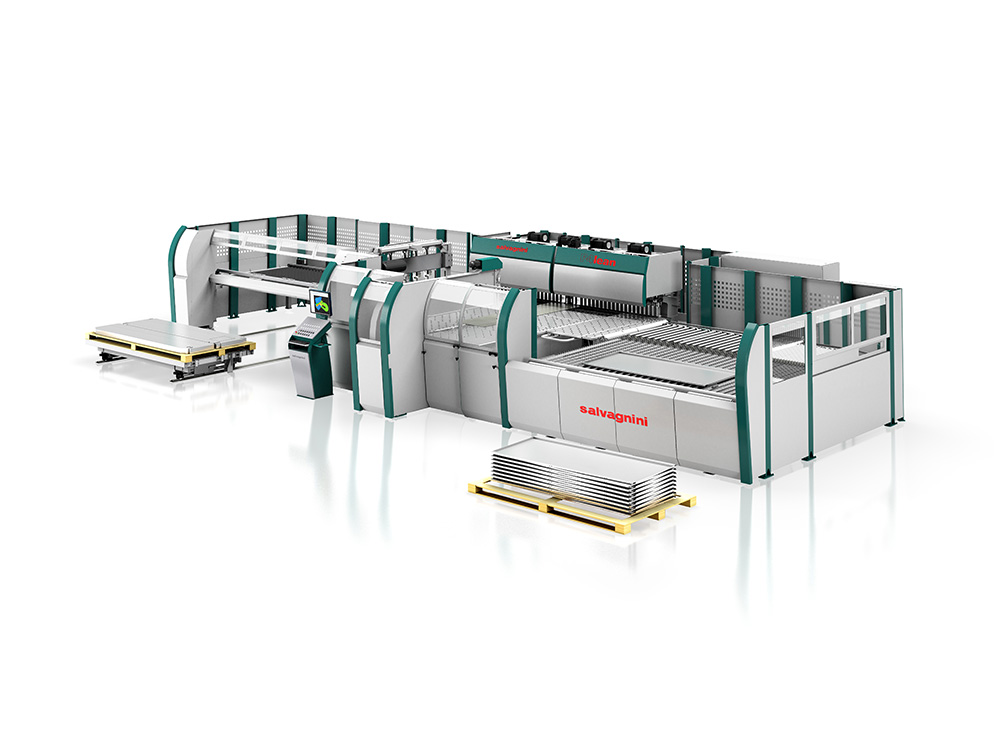
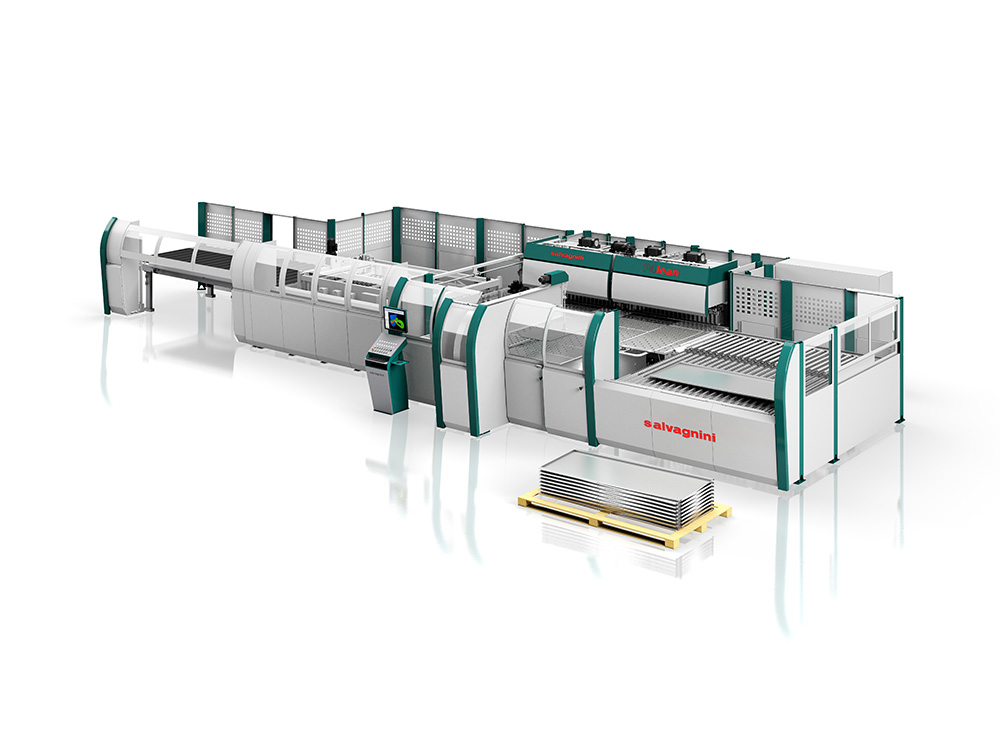
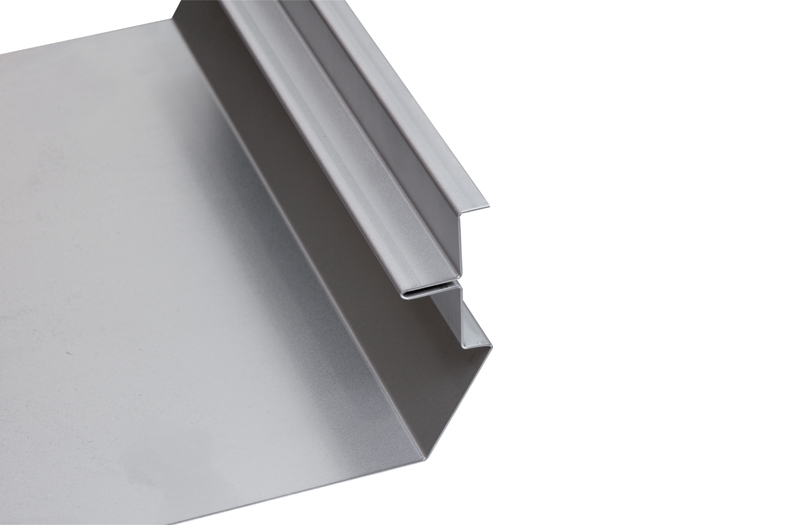
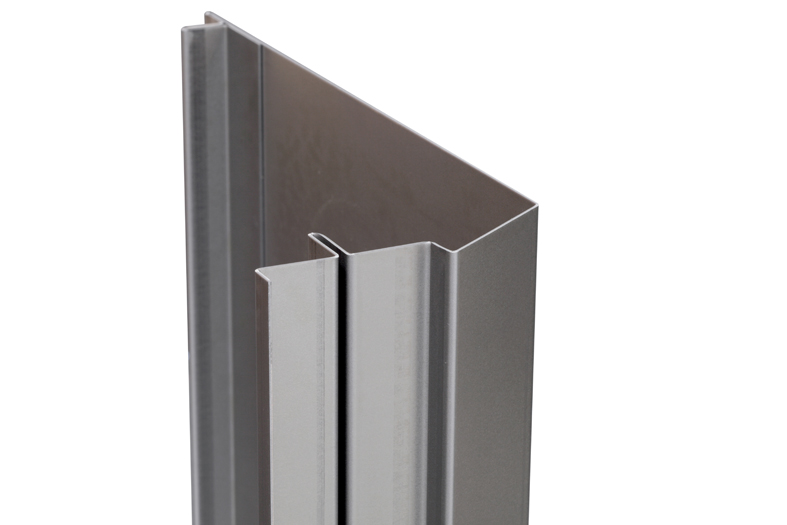
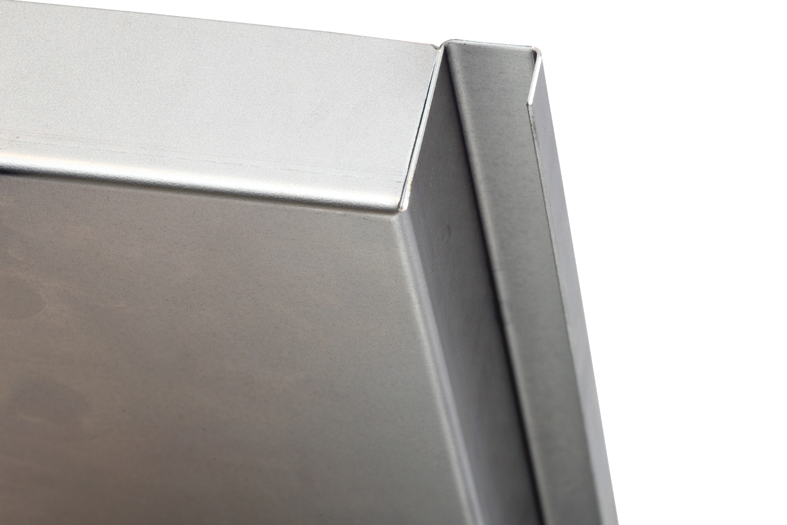
Автоматические панелегибы Р4lean-2225









Отправить заявку
Мы пришлем вам коммерческое предложение
Технические характеристики






Отправить заявку
Мы пришлем вам коммерческое предложение