NC гидравлические гильотинные ножницы
HILALSAN FORCE











NC гильотинные ножницы серии FORCE предоставляют удачное технологическое решение, удобны в эксплуатации, используют новейшие технологические функции, произведены в соответствии с высокими критериями эффективности, точности и рабочих показателей.
Гильотинные ножницы серии FORCE не только просты в эксплуатации, но и одни из самых мощных в своем секторе.
Высокая производительность достигнута благодаря гибкому подходу к различным производственным требованиям и без дополнительных временных затрат.
- Рама станка изготовлена по передовым технологиям с очень точными допусками и снятием остаточных напряжений за счет сварки крупногабаритных элементов. Все напряженные точки имеют большой радиус и накопление деформаций, и возможные трещины при сварке исключаются.
- Инерция нижнего и верхнего стола имеет оптимально рассчитанную величину возможной минимальной деформации, влияющей на качество резки.
- Верхняя плита имеет вертикальное позиционирование, таким образом шариковые подшипники, поршневые подшипники и манжеты могут компенсировать вертикальные нагрузки.
- Гидравлический цилиндр двустороннего действия, имеет шероховатость поверхности 2 мкм. Таким образом, обеспечивается максимальная устойчивость к износу. Тела цилиндров изготовлены из кованой стали SAE 1040.
- Гидравлические цилиндры имеют специально разработанную конструкцию, и верхний стол крепится на цилиндрических пружинах с двойной защитой при сферическом соединении. В этом месте энергия, которая образуется во время резки, равномерно распределяется по всему объему станины.
- Гидравлическая система обеспечивает точность работы при любом давлении до величины предельно допустимого. В то же время, при таких величинах давления, достигается точное позиционирование цилиндров, синхронизация и сходство.
- Система задних упоров изготавливается согласно с условиями работы. Подшипники задних упоров предусмотрены для работы в тяжелых условиях и имеют двухрядную конструкцию. Для защиты от пыли и других инородных частиц используются подшипники скреперного типа, которые удаляют внешние загрязнения с ходовых винтов.
- Наружная поверхность станка покрыта двумя слоями краски толщиной не меньше 60 мкм для защиты от внешней среды. Высушивание краски производится в современных печах поэтапно при разных временных и температурных интервалах.

Стандартная комплектация
- Блок управления BRL 401.2 NC.
- Ручное регулирование зазора между лезвиями.
- Клеть для защиты пальцев по всей длине реза.
- Подсветка зоны реза.
- Разметка линии реза тенью.
- Рабочий стол со встроенными шариками.
- Моторизованный задний упор переменного тока, 1000 мм, с автоматическим откидыванием.
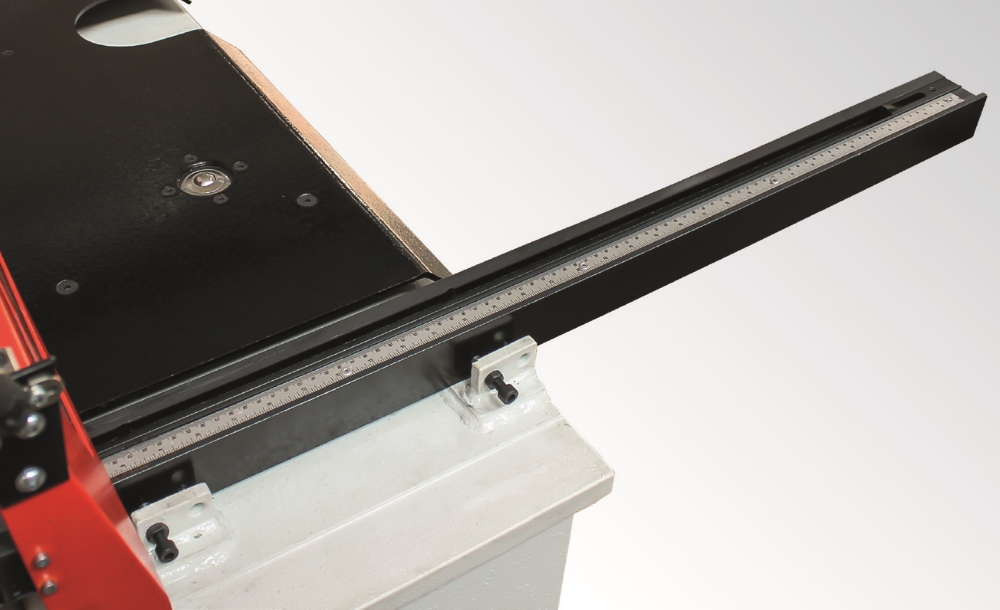
- Гониометр со шкалой и T-образным пазом и стопором наклона (L= 1000 мм).
- Поддерживающие рычаги (L=1000 мм).
- Система защиты по задней стороне.
- Ножная педаль с кнопкой аварийного останова.
- Система гидравлики Rexroth.
- Электрокомпоненты марки Siemens, Telemecanique, Schneider и Mitsubishi.
- Верхние и нижние лезвия из стали марки Böhler.

Опции
- ЧПУ Elgo P40T CNC с автоматическим управлением задними упорами и регулировкой зазора между лезвиями.
- Пневматическая система поддержки листа (задняя).
- Откидная клетка для защиты пальцев по всей длине.
- 0-180° фронтальный измеритель угла.
- Слайдер для отрезанных листов/полос.
- Лазерная система разметки линии реза.
- Система подогрева масла.
- Система охлаждения масла.
- Ручная центральная система смазки.
- Моторизованная центральная система смазки.

NC Блок управления BRL 401.2
- Использует аналого-цифровой преобразователь, подающий от 5 VDC до 30 VDC.
- Дюймовая / метрическая шкала измерений.
- Диапазон измерений 0 – 10 метров.
- 0,1 мм / 0,001 дюйм чувствительность (регулируемая).
- Автоматический / полуавтоматический и ручной режим работы.
- 10 разных установочных положений и параметров.
- Возможность работы со 100 программными, 10 установочными параметрами.
- Работа без установочных параметров (отдельный режим).
- Определение верхнего и нижнего предела.
- Двускоростной режим с контролем позиционирования.
- Предупреждение с сообщениями об ошибках.
- Программируемые ключи ручного управления.
- Возможность обратного хода.
- Сохраняет установленное положение и параметры после выключения питания.
- Программируемые модели направлений по каждой оси.

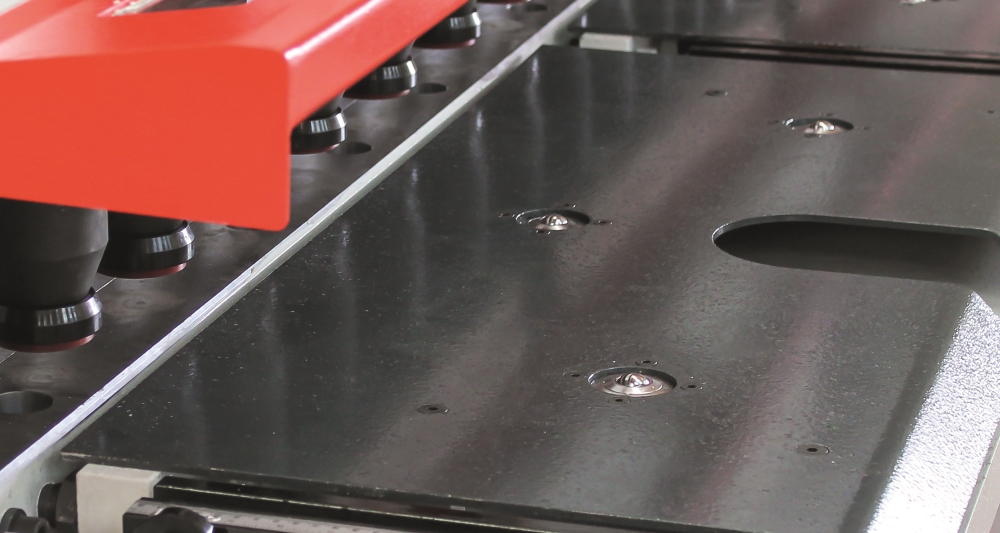
Обработка станины
Для повышения точности резки станина гильотинных ножниц фрезеруются на 5ти осевых центрах с ЧПУ.

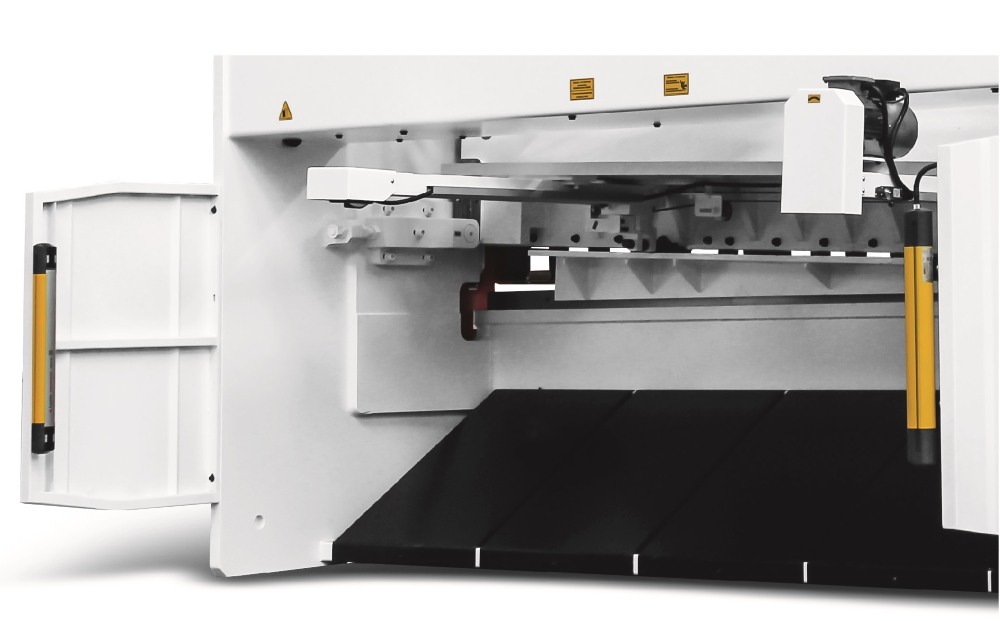
Моторизованный задний упор
Моторизованный задний упор переменного тока, 1000 мм, с автоматическим откидыванием.
Клеть для защиты пальцев
Откидная клеть для защиты пальцев по всей длине реза.

Система поддержки листа
Пневматическая система поддержки листа (модульная).
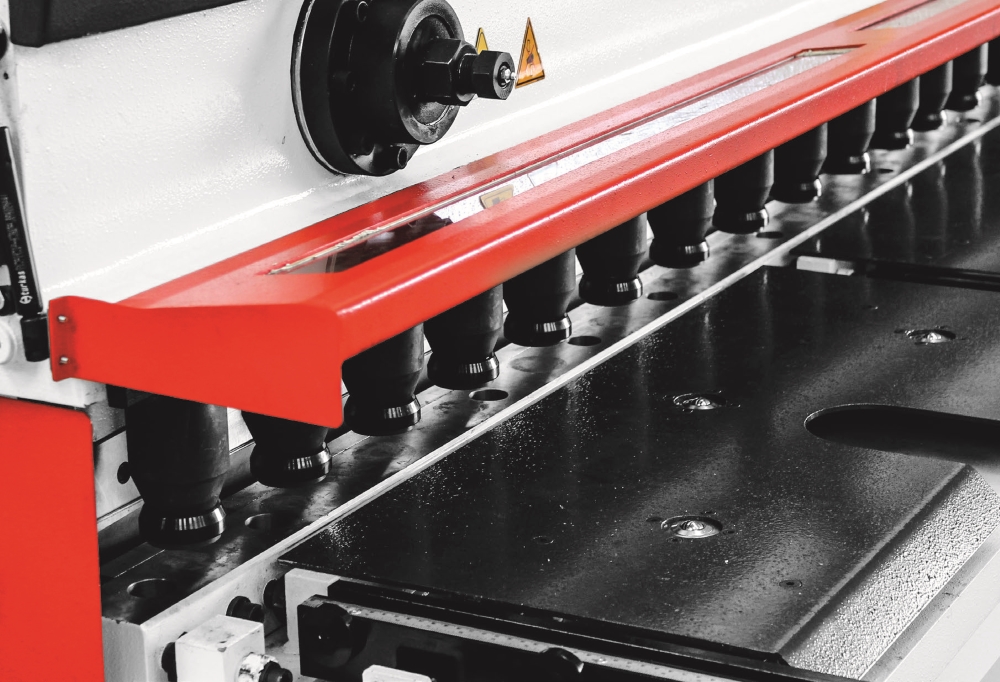
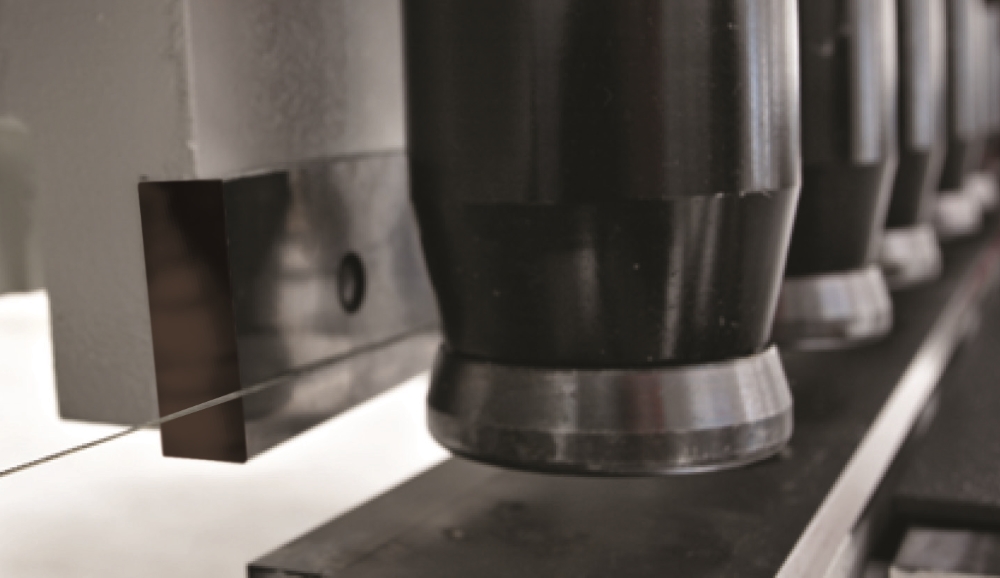
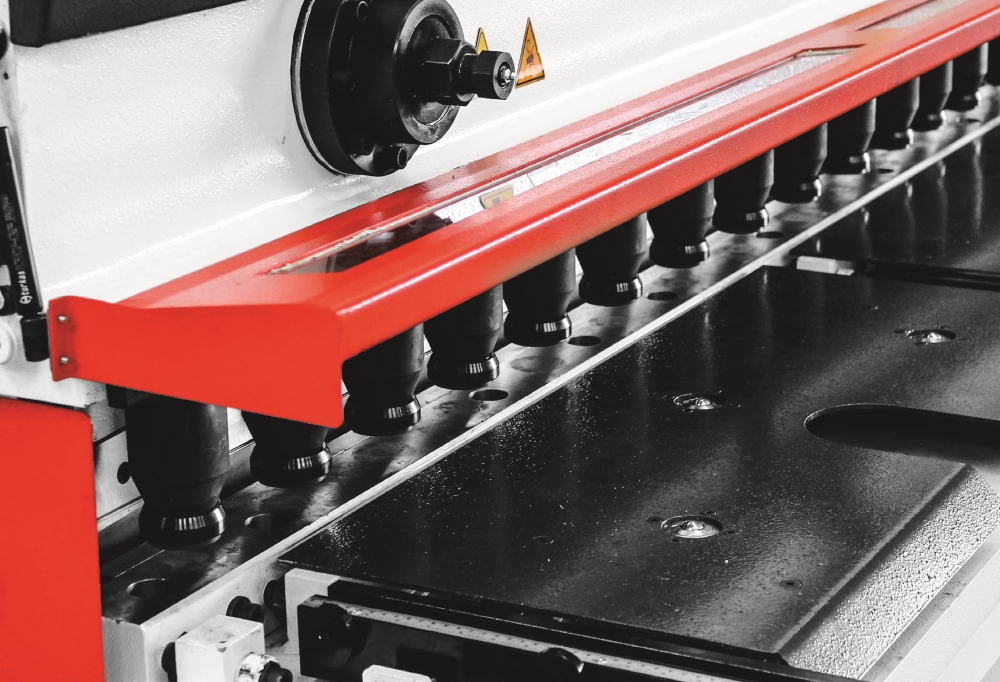
Система прижима листа
- Прижимные упоры, предотвращающие смещение листа во время резки.
- Подсветка для линии реза и маркировка линии реза тенью.
- Рабочий стол со встроенными шариками.
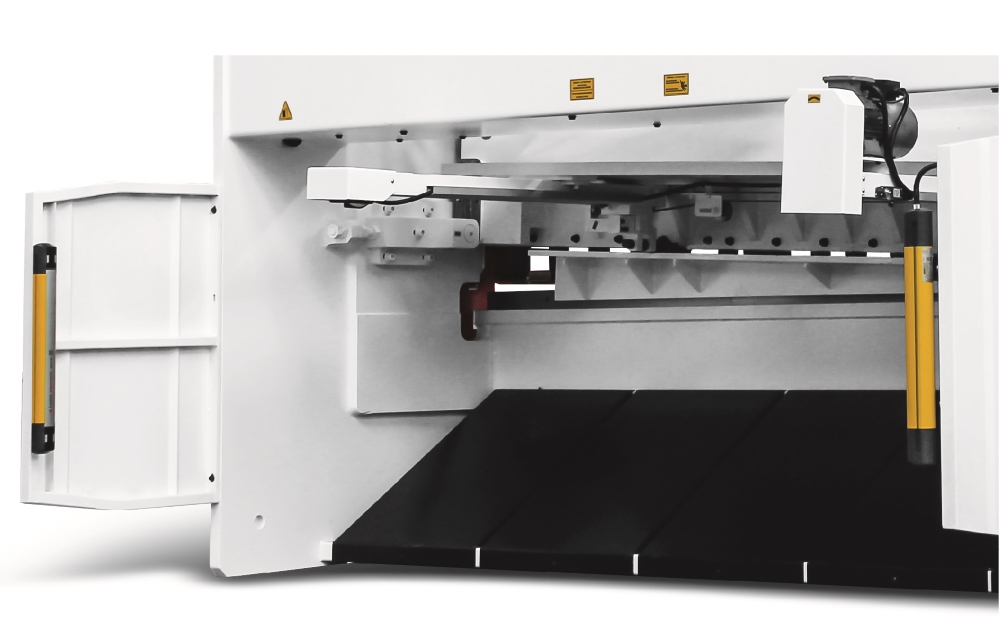
Система защиты c задней стороны
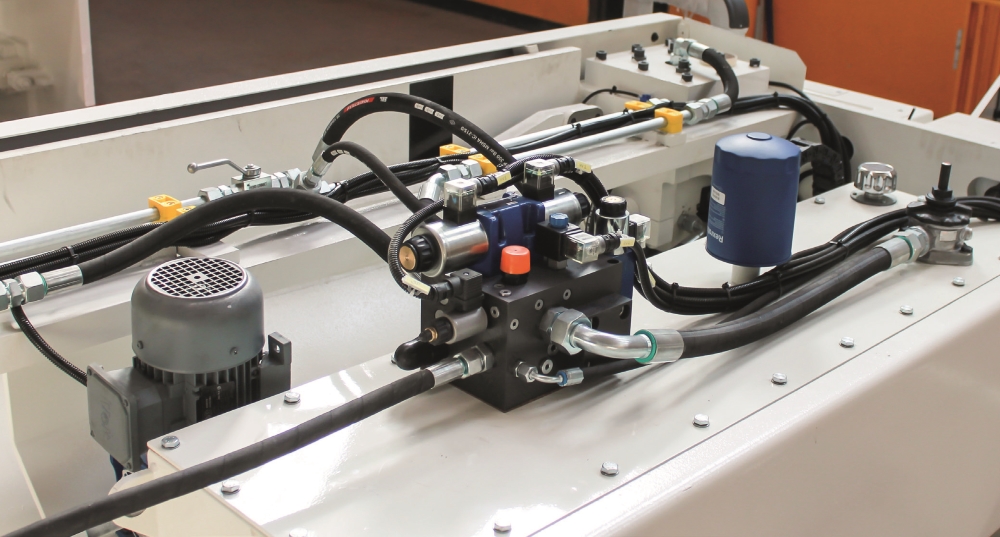
Система гидравлики Rexroth

Система смазки
Ручная или моторизорованная центральная система смазки.
| Технические характеристики | HGM-2506 | HGM-3006 | HGM-3010 | HGM-3013 | HGM-3016 | HGM-4006 | HGM-4010 | HGM-4013 |
|---|---|---|---|---|---|---|---|---|
| Максимальная толщина, чёрная сталь (450Н/мм²), мм | 6 | 6 | 10 | 13 | 16 | 6 | 10 | 13 |
| Максимальная толщина, нержавеющая сталь (700Н/мм²), мм | 4 | 4 | 7.5 | 10 | 12 | 4 | 7.5 | 10 |
| Длина реза, мм | 2580 | 3080 | 3080 | 3080 | 3080 | 4080 | 4080 | 4080 |
| Зев, мм | 150 | 150 | 150 | 150 | 150 | 150 | 150 | 150 |
| Угол наклона лезвия, град. | 1.5 | 1.5 | 2 | 2.1 | 2.25 | 1.5 | 1.5 | 1.8 |
| Ход заднего упора, мм | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 | 1000 |
| Количество прижимов листа, шт | 10 | 13 | 16 | 19 | 16 | 20 | 20 | 20 |
| Мощность главного двигателя, кВ | 11 | 11 | 18.5 | 22 | 30 | 11 | 18.5 | 22 |
| Количество резов в минуту, шт | 17 | 15 | 13 | 13 | 9 | 12 | 8 | 8 |
| Длина, мм | 3590 | 4090 | 4120 | 4140 | 4160 | 5150 | 5180 | 5230 |
| Ширина, мм | 2000 | 2000 | 2050 | 2100 | 2150 | 2050 | 2100 | 2150 |
| Высота, мм | 3600 | 1800 | 3650 | 3700 | 2400 | 1950 | 2250 | 2400 |
| Примерная масса станка, кг | 5300 | 6200 | 7800 | 10000 | 15000 | 8500 | 11700 | 14000 |
Стандартная комплектация
- Блок управления BRL 401.2 NC.
- Ручное регулирование зазора между лезвиями.
- Клеть для защиты пальцев по всей длине реза.
- Подсветка зоны реза.
- Разметка линии реза тенью.
- Рабочий стол со встроенными шариками.
- Моторизованный задний упор переменного тока, 1000 мм, с автоматическим откидыванием.
- Гониометр со шкалой и T-образным пазом и стопором наклона (L= 1000 мм).
- Поддерживающие рычаги (L=1000 мм).
- Система защиты по задней стороне.
- Ножная педаль с кнопкой аварийного останова.
- Система гидравлики Rexroth.
- Электрокомпоненты марки Siemens, Telemecanique, Schneider и Mitsubishi.
- Верхние и нижние лезвия из стали марки Böhler.
Опции
- ЧПУ Elgo P40T CNC с автоматическим управлением задними упорами и регулировкой зазора между лезвиями.
- Пневматическая система поддержки листа (задняя).
- Откидная клетка для защиты пальцев по всей длине.
- 0-180° фронтальный измеритель угла.
- Слайдер для отрезанных листов/полос.
- Лазерная система разметки линии реза.
- Система подогрева масла.
- Система охлаждения масла.
- Ручная центральная система смазки.
- Моторизованная центральная система смазки.
NC Блок управления BRL 401.2
- Использует аналого-цифровой преобразователь, подающий от 5 VDC до 30 VDC.
- Дюймовая / метрическая шкала измерений.
- Диапазон измерений 0 – 10 метров.
- 0,1 мм / 0,001 дюйм чувствительность (регулируемая).
- Автоматический / полуавтоматический и ручной режим работы.
- 10 разных установочных положений и параметров.
- Возможность работы со 100 программными, 10 установочными параметрами.
- Работа без установочных параметров (отдельный режим).
- Определение верхнего и нижнего предела.
- Двускоростной режим с контролем позиционирования.
- Предупреждение с сообщениями об ошибках.
- Программируемые ключи ручного управления.
- Возможность обратного хода.
- Сохраняет установленное положение и параметры после выключения питания.
- Программируемые модели направлений по каждой оси.
Обработка станины
Для повышения точности резки станина гильотинных ножниц фрезеруются на 5ти осевых центрах с ЧПУ.
Моторизованный задний упор
Моторизованный задний упор переменного тока, 1000 мм, с автоматическим откидыванием.
Клеть для защиты пальцев
Откидная клеть для защиты пальцев по всей длине реза.
Система поддержки листа
Пневматическая система поддержки листа (модульная).
Система прижима листа
- Прижимные упоры, предотвращающие смещение листа во время резки.
- Подсветка для линии реза и маркировка линии реза тенью.
- Рабочий стол со встроенными шариками.
Система защиты c задней стороны
Система гидравлики Rexroth
Система смазки
Ручная или моторизорованная центральная система смазки.
в полной версии
| Модельный ряд | Максимальная толщина, чёрная сталь (450Н/мм²), мм | Максимальная толщина, нержавеющая сталь (700Н/мм²), мм | Длина реза, мм |
|---|---|---|---|
| HGM-2506 | 6 | 4 | 2580 |
| HGM-3006 | 6 | 4 | 3080 |
| HGM-3010 | 10 | 7.5 | 3080 |
| HGM-3013 | 13 | 10 | 3080 |
| HGM-3016 | 16 | 12 | 3080 |
| HGM-4006 | 6 | 4 | 4080 |
| HGM-4010 | 10 | 7.5 | 4080 |
| HGM-4013 | 13 | 10 | 4080 |








Главная цель — организовать максимально эффективный и бесперебойный производственный процесс с учетом всех основных значимых факторов.

Мы подготовили полезную информацию о технологиях листообработки, поделились своим экспертным мнением о них и ответили на самые распространенные вопросы.

Основанная в 1984 году, компания HILALSAN начала свою деятельность с изготовления ручных станков для листового металла, а теперь производит комбинированные гидравлические пресс-ножницы, вертикальные гибочные прессы с ЧПУ, электро-механические и гидравлические ножницы с ЧПУ.








Главная цель — организовать максимально эффективный и бесперебойный производственный процесс с учетом всех основных значимых факторов.
Мы подготовили полезную информацию о технологиях листообработки, поделились своим экспертным мнением о них и ответили на самые распространенные вопросы.
