Основные формовочные операции на координатно-пробивном прессе
 |
Формовка под саморез Толщина материала от 0,5 мм до 1,5 мм. |
 |
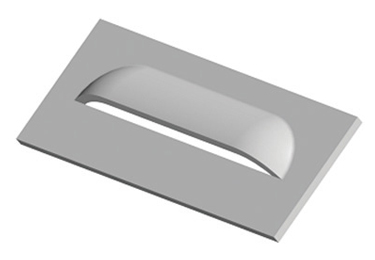
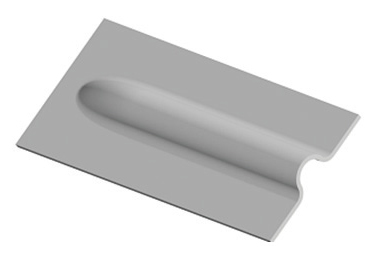
Держатель плат Толщина материала от 0,5 мм до 1,5 мм. Максимальная высота до верха формовки: 3,20 мм. Длина держателя плат зависит от размера используемой станции, возможно получение необходимой длины последовательной формовкой. Необходима предварительная пробивка..
|
 |
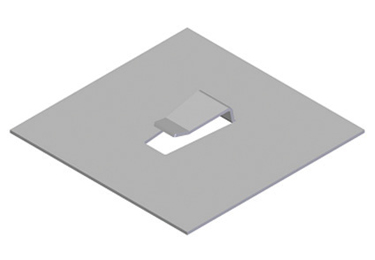
Формовка Толщина материала от 0,7 мм до 6,0 мм.
|
 |
Нанесение фирменных знаков и рисунков на детали Толщина материала от 0,5 мм до 3,0 мм.
|
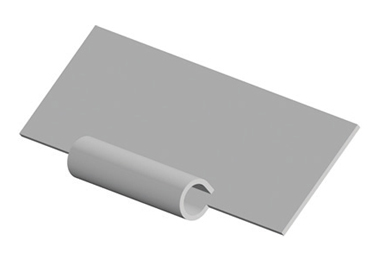 |
Петли Толщина материала от 0,5 мм до 1,5 мм.
|
 |
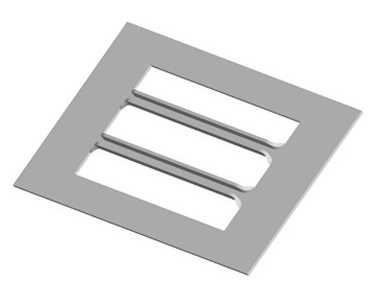
Жалюзи Толщина материала от 0,7 мм до 2,7 мм.
|
 |
Отбортовка Толщина материала от 0,8 мм до 2,70 мм.
|
 |
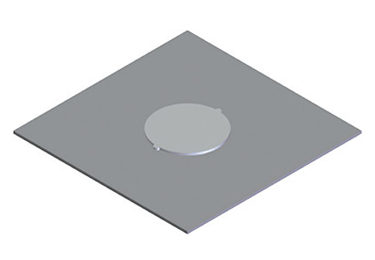
Кнопка Толщина материала от 0,8 мм до 2,70 мм.
|
 |
Ребро Жесткости Толщина материала от 0,8 мм до 3,0 мм.
|
 |
Пробивка с формовкой Толщина материала от 0,5 мм до 3,0 мм.
|
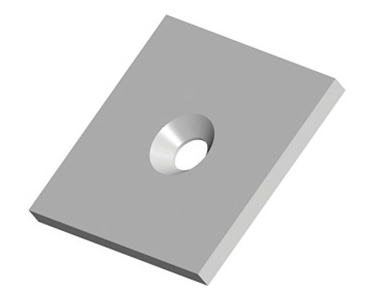 |
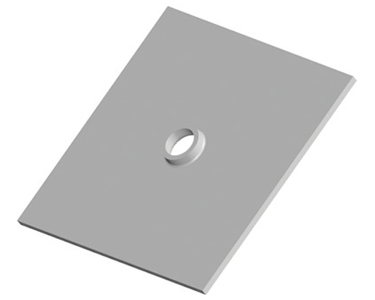
Зенковка Толщина материала от 0,8 мм до 4,0 мм.
|
 |
V–образные надписи Толщина материала от 0,8 мм до максимальных возможностей машины.
|
 |
Выбивка Толщина материала от 0,6 мм до 3,0 мм.
|
 |
Маркировка — Алфавитно-Цифровая Толщина материала от 0,8 мм до максимальных
|
Нестандартные виды формовочных операций
Необходим точный чертеж изделия с указанием всех размеров.
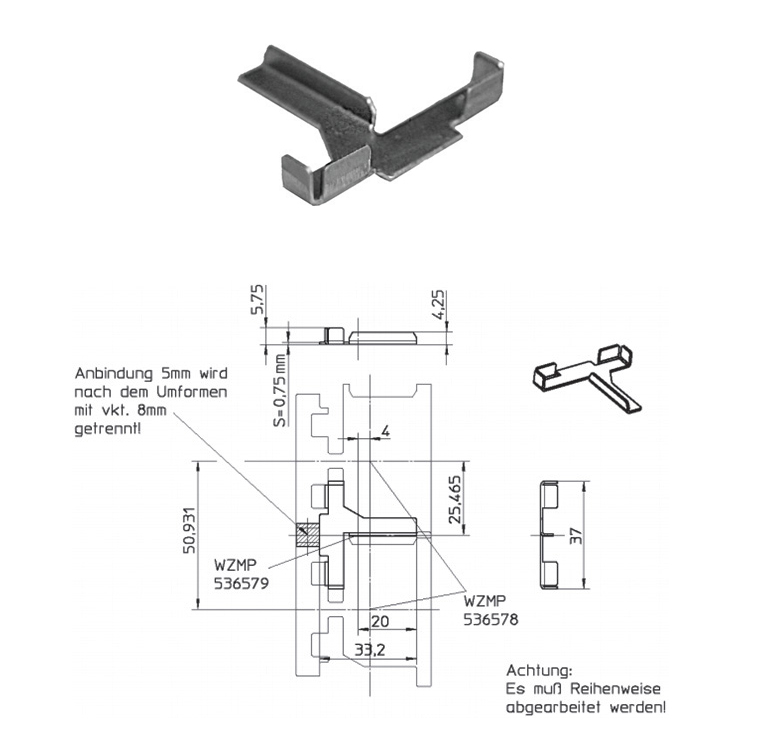
Пример нестандартной формовки
Советы по формовке на координатно-пробивном прессе
Выбор нужной операции — это еще не все. При формовке следует учитывать ряд нюансов, чтобы избежать простоев и неполадок. Вот наши советы по тому, как подходить к формовке на координатно-пробивных прессах:
- Операции формовки всегда необходимо делать в последнюю очередь.
- Должны быть минимум три толщины металла между формовками.
- Операцию формовки следует делать на медленной скорости.
- На разных станках разная величина хода пуансона – инструмент, который работал на одном оборудовании может не работать на другом.
- Установите минимальную длину формовочного инструмента, затем постепенно увеличивайте ее для выбора длины, при которой формовка будет наилучшей.
Производительность координатно-пробивных прессов повышают по-разному. Например, выбирают правильный пробивной инструмент под производственную задачу. Вот несколько советов по тому, как подойти к выбору инструмента:


Производительность координатно-пробивных прессов повышают по-разному. Например, выбирают правильный пробивной инструмент под производственную задачу. Вот несколько советов по тому, как подойти к выбору инструмента: